Tư vấn, mua hàng
CNC gia công nhựa Teflon – Kỹ thuật tiện phay chính xác
Th2
CNC gia công Teflon (PTFE): tiện, phay, khoan chính xác ±0,05mm. Dao carbide, tốc độ 80-120m/phút, làm mát khí nén. Tư vấn 0918.710.622
CNC gia công nhựa Teflon là phương pháp phổ biến nhất để tạo ra các chi tiết Teflon (PTFE) với hình dạng phức tạp và độ chính xác cao. Tuy nhiên, đây cũng là một trong những công việc gia công CNC khó nhất trong ngành nhựa do những tính chất đặc biệt của Teflon: hệ số ma sát cực thấp (0,05) khiến việc kẹp chặt phôi trở nên cực kỳ khó khăn, độ mềm và dễ biến dạng dưới áp lực, hệ số giãn nở nhiệt cao gấp 5-10 lần kim loại, và đặc biệt là nguy cơ phát sinh khói độc nếu nhiệt độ gia công vượt quá 260°C.
“CNC có cắt được Teflon không?”, “Dao gì để tiện Teflon?”, “Tốc độ cắt Teflon bao nhiêu?”, “Làm mát Teflon như thế nào?”, “Tại sao Teflon dễ biến dạng khi CNC?”, “Giá CNC Teflon bao nhiêu?” – Đây là những câu hỏi mà các kỹ sư cơ khí, người vận hành CNC thường gặp phải khi nhận yêu cầu gia công vật liệu đặc biệt này. Bài viết này sẽ cung cấp hướng dẫn chi tiết về kỹ thuật, thông số máy, lựa chọn dao cắt, phương pháp làm mát, và những lưu ý an toàn quan trọng khi CNC gia công Teflon.
Lưu ý quan trọng: MTV Plastic với hơn 15 năm kinh nghiệm không gia công Teflon do đặc thù kỹ thuật phức tạp, nhưng sẵn sàng tư vấn miễn phí giải pháp nhựa PP thay thế hiệu quả, tiết kiệm 70-90% chi phí. Liên hệ hotline 0918.710.622 để được hỗ trợ.
CNC Gia Công Teflon Là Gì?
Định nghĩa và phạm vi ứng dụng
CNC gia công Teflon là quá trình sử dụng máy công cụ điều khiển số (Computer Numerical Control) để cắt gọt phôi Teflon đặc thành các chi tiết có hình dạng và kích thước theo yêu cầu thiết kế. Các phương pháp CNC chính bao gồm: tiện CNC (turning) cho chi tiết tròn xoay, phay CNC (milling) cho chi tiết phức tạp, khoan CNC (drilling) tạo lỗ, và taro ren (tapping) tạo ren trong.
Quy trình bắt đầu với phôi Teflon được tạo ra từ quá trình ép định hình sintering – bột PTFE được ép chặt và nung ở 370-380°C để tạo thành thanh, tấm hoặc ống đặc. Sau đó, phôi này được đưa lên máy CNC để cắt gọt thành chi tiết hoàn chỉnh với độ chính xác từ ±0,05mm đến ±0,2mm tùy yêu cầu kỹ thuật. Sản phẩm đầu ra bao gồm gioăng Teflon, vòng đệm, ổ trượt, bạc trượt, van bi, piston và vô số chi tiết khác phục vụ các ngành hóa chất, cơ khí, thực phẩm, điện tử.
Tại sao CNC là phương pháp gia công chính?
Do nhựa Teflon có những đặc tính hoàn toàn khác biệt so với nhựa thông thường, nó không thể gia công bằng các phương pháp truyền thống. Teflon không nóng chảy thành dạng lỏng – nó chỉ chuyển từ trạng thái rắn sang dạng gel ở 327°C mà không hóa lỏng hoàn toàn, do đó không thể ép phun hay ép đùn như PP, PE, PVC. Bề mặt Teflon có hệ số ma sát thấp nhất thế giới nên không có keo nào dính được, khiến việc hàn nhiệt hay dán keo trở nên bất khả thi.
Chính vì những hạn chế này, CNC cắt gọt là phương pháp duy nhất để tạo ra các chi tiết Teflon có hình dạng phức tạp và độ chính xác cao. Theo thống kê ngành, CNC chiếm 70-80% tổng sản lượng gia công Teflon toàn cầu, còn lại là các phương pháp đặc biệt như cắt laser (cho màng mỏng), cắt tia nước (cho chi tiết dày), hoặc ép khuôn trực tiếp (cho sản phẩm đơn giản hàng loạt).
Năm Thách Thức Lớn Nhất Khi CNC Teflon
Ma sát cực thấp gây khó khăn kẹp chặt
Hệ số ma sát tĩnh của Teflon chỉ 0,05-0,10, thấp hơn cả băng ướt (0,15), khiến bề mặt Teflon trơn đến mức hầu như không gì có thể bám dính. Khi gia công CNC, phôi Teflon được kẹp vào đầu kẹp hoặc menghèm có xu hướng trượt, xoay hoặc dịch chuyển dưới tác động của lực cắt, gây sai lệch kích thước nghiêm trọng hoặc hỏng hoàn toàn chi tiết.
Giải pháp kỹ thuật là sử dụng má kẹp mềm bằng nhôm, đồng hoặc nhựa thay vì má kẹp thép cứng, tăng diện tích tiếp xúc lên gấp 2-3 lần so với kẹp kim loại thông thường, và điều chỉnh lực kẹp xuống mức nhẹ nhàng vừa đủ để giữ phôi mà không làm biến dạng. Một số xưởng chuyên sâu còn sử dụng kỹ thuật kẹp chân không hoặc keo gắn tạm thời (wax) cho các chi tiết mỏng, nhẹ.
Mềm và dễ biến dạng dưới áp lực
Teflon có độ cứng Shore D chỉ 50-65, thấp hơn nhiều so với các nhựa kỹ thuật khác như PA (80-85), POM (85-90). Khi chịu lực kẹp quá mạnh, Teflon bị ép dụng, lõm, méo ngay lập tức và không hồi phục hoàn toàn. Khi dao cắt tiếp xúc với bề mặt gia công, nếu lực cắt quá lớn hoặc dao cùn, Teflon không bị cắt sạch mà bị ép biến dạng, dẫn đến bề mặt thô, kích thước sai lệch.
Để khắc phục, cần sử dụng dao cắt cực kỳ sắc bén (thay dao thường xuyên hơn 2-3 lần so với gia công kim loại), giảm tốc độ cắt xuống 50-70% so với gia công nhựa thông thường, và chọn độ sâu cắt nông (0,5-1,5mm mỗi lượt) thay vì cắt sâu để hoàn thành nhanh. Phương châm là “gia công nhẹ nhàng, nhiều lượt” thay vì “nhanh và mạnh”.
Hệ số giãn nở nhiệt cao gấp 10 lần kim loại
Teflon có hệ số giãn nở nhiệt tuyến tính 10-12 × 10⁻⁵/°C, trong khi thép chỉ 1,2 × 10⁻⁵/°C. Điều này có nghĩa khi nhiệt độ tăng 100°C, một chi tiết Teflon dài 100mm sẽ giãn ra thêm 0,1-0,12mm, gấp 8-10 lần so với thép. Trong quá trình gia công CNC, nhiệt ma sát làm phôi Teflon nóng lên, giãn nở, gây sai lệch kích thước ngay trong khi đang gia công. Sau khi gia công xong, chi tiết nguội xuống và co lại, kích thước lại thay đổi.
Giải pháp là tính toán bù trừ nhiệt độ khi thiết kế: nếu chi tiết làm việc ở 100°C nhưng gia công ở 20°C, cần gia công nhỏ hơn kích thước thiết kế một lượng tương ứng để khi đưa vào sử dụng, chi tiết giãn ra đúng kích thước. Ngoài ra, cần ủ nhiệt (annealing) phôi trước gia công ở 200-220°C trong 2-4 giờ để giải phóng ứng suất nội, và để chi tiết “nghỉ” 24-48 giờ sau gia công trước khi đo kiểm cuối cùng.
Dẫn nhiệt kém tích tụ nhiệt nguy hiểm
Hệ số dẫn nhiệt của Teflon chỉ 0,25 W/m·K, thấp hơn kim loại hàng trăm lần (thép 50 W/m·K, nhôm 200 W/m·K). Khi dao cắt ma sát với Teflon, nhiệt sinh ra không tản nhanh mà tích tụ tại vùng cắt. Nếu nhiệt độ vượt quá 200°C, Teflon bắt đầu mềm nhũn, dính dao, bề mặt gia công xấu. Nguy hiểm hơn, nếu nhiệt độ vượt 260°C, Teflon phân hủy nhiệt và giải phóng khói cực độc (HF, COF₂, TFE) gây nguy hại nghiêm trọng cho sức khỏe.
Giải pháp làm mát đúng kỹ thuật là sử dụng khí nén áp suất thấp 3-5 bar thổi liên tục vào vùng cắt, vừa làm bay nhiệt vừa thổi phoi ra khỏi dao. Tuyệt đối không dùng dầu cắt gọt hay nước làm mát vì Teflon không thấm dầu, không ưa nước, dầu chỉ gây bẩn bề mặt mà không làm mát hiệu quả. Một số trường hợp cho phép gia công khô hoàn toàn (dry machining) với tốc độ cắt rất thấp.
Chi phí dao cắt và tỷ lệ hỏng cao
Do Teflon có tính bám dính đặc biệt (mặc dù ma sát thấp nhưng lại dính vào mặt trước dao), phoi Teflon không thoát sạch mà bám vào dao, làm giảm hiệu quả cắt và tăng mòn dao. Dao cắt Teflon phải được mài sắc bén hơn 30-50% so với dao cắt kim loại, và tuổi thọ dao ngắn hơn đáng kể. Chi phí dao cắt cho CNC Teflon thường chiếm 15-25% tổng chi phí gia công, cao gấp 2-3 lần so với gia công nhựa thông thường.
Tiện CNC Teflon – Kỹ Thuật Chi Tiết
Ứng dụng tiện CNC Teflon
Tiện CNC là phương pháp phù hợp nhất để gia công các chi tiết Teflon có dạng tròn xoay và đối xứng trục. Sản phẩm tiện Teflon phổ biến bao gồm: trục Teflon (shaft) các đường kính từ 5mm đến 200mm phục vụ dẫn động cơ khí, vòng đệm (washer) và gioăng tròn (O-ring) chống rò rỉ hóa chất, piston Teflon cho máy nén và bơm thủy lực, con lăn (roller) cho băng tải nhiệt độ cao, bạc trượt (bushing) tự bôi trơn cho ổ trượt không cần dầu mỡ.
Thông số kỹ thuật tiện CNC Teflon
| Thông số | Giá trị khuyến nghị | Ghi chú |
|---|---|---|
| Tốc độ cắt (Vc) | 80-120 m/phút | Chậm hơn kim loại 50-70% |
| Tốc độ trục chính | 1500-3000 RPM | Tùy đường kính phôi (nhỏ = cao hơn) |
| Tiến dao (f) | 0,05-0,2 mm/vòng | Tiến chậm, đều, tránh rung động |
| Độ sâu cắt (ap) | 0,5-1,5 mm | Nông để tránh biến dạng phôi |
| Góc trước dao (γ) | +10° đến +15° | Dương, sắc bén, cắt nhẹ nhàng |
| Góc sau dao (α) | 8-12° | Giảm ma sát mặt sau dao |
| Bán kính mũi dao | 0,2-0,8 mm | Nhỏ cho tinh gia công |
Công thức tính tốc độ trục chính: n (RPM) = (1000 × Vc) / (π × D). Trong thực tế, người vận hành thường bắt đầu với thông số thấp hơn 20-30% so với khuyến nghị, sau đó tăng dần cho đến khi đạt chất lượng bề mặt tốt nhất mà không gây biến dạng hoặc quá nhiệt.
Dao tiện Teflon và yêu cầu kỹ thuật
Vật liệu dao tiện Teflon phổ biến nhất là carbide (hợp kim cứng WC-Co) với lớp phủ TiN hoặc TiAlN giúp giảm ma sát và tăng độ trơn. Đối với chi tiết yêu cầu độ chính xác cực cao và bề mặt cực nhẵn (Ra < 0,4 µm), có thể sử dụng dao kim cương PCD (Polycrystalline Diamond).
Yêu cầu quan trọng nhất là dao phải cực kỳ sắc bén. Một lưu ý đặc biệt là phoi Teflon có xu hướng bám vào mặt trước dao tạo thành lớp tích tụ (built-up edge), làm giảm độ sắc dao. Cần dừng máy thường xuyên để làm sạch dao, hoặc sử dụng khí nén áp lực cao thổi liên tục vào vùng tiếp xúc dao-phôi.
Kỹ thuật kẹp phôi tiện Teflon
Đầu kẹp 3 chấu hoặc 4 chấu phải được trang bị má kẹp mềm bằng nhôm, đồng, hoặc nhựa cao su thay vì má thép cứng. Má kẹp mềm có độ dày 5-10mm, bề mặt tiếp xúc rộng gấp đôi má cứng thông thường, giúp phân bố lực kẹp đều và giảm áp suất tại mỗi điểm tiếp xúc. Lực kẹp nên điều chỉnh xuống còn 30-50% so với kẹp kim loại cùng kích thước – chỉ cần đủ để giữ phôi không xoay, không cần kẹp quá chặt.
Phay CNC Teflon – Thông Số Tối Ưu
Ứng dụng phay CNC Teflon
Phay CNC phù hợp để gia công các chi tiết Teflon có hình dạng phức tạp, không đối xứng, hoặc có nhiều bề mặt phẳng, rãnh, lỗ. Sản phẩm phay Teflon điển hình bao gồm: tấm Teflon gia công với rãnh, lỗ, lõm cho ứng dụng điện tử, khối Teflon phức tạp cho van bi công nghiệp, gioăng Teflon hình đặc biệt (vuông, chữ nhật, elip), bộ phận máy móc đặc chủng, và khuôn mẫu Teflon.
Thông số kỹ thuật phay CNC Teflon
| Thông số | Giá trị khuyến nghị | Ghi chú |
|---|---|---|
| Tốc độ trục chính | 3000-6000 RPM | Cao hơn tiện nhưng chưa đến mức cao nhất |
| Tốc độ tiến bàn | 50-150 mm/phút | Chậm, đều, tránh rung động |
| Độ sâu cắt trục (ap) | 0,3-1,0 mm | Rất nông, nhiều lượt |
| Bước cắt hướng kính (ae) | 30-60% đường kính dao | Nhỏ để giảm lực cắt |
| Số răng dao phay | 2-4 răng | Ít răng, rãnh phoi lớn |
| Góc xoắn dao | 30-45° | Giúp thoát phoi tốt hơn |
| Chiều sâu rãnh phoi | Lớn (> 30% đường kính) | Quan trọng để thoát phoi |
Khi phay Teflon, nên ưu tiên phay thuận (down milling) thay vì phay nghịch (up milling). Trong phay thuận, dao tiếp xúc với phôi từ phần dày nhất của lớp cắt, giảm xu hướng kéo và biến dạng phôi.
Kỹ thuật cố định phôi phay
Cố định phôi Teflon để phay là thách thức lớn do bề mặt trơn và độ cứng thấp. Menghèm song song là phương pháp phổ biến, nhưng phải đặt đệm mềm (cao su dày 3-5mm, nhựa xốp, hoặc tấm nhôm mềm) giữa má menghèm và phôi Teflon. Lực siết chỉ đủ để giữ phôi không dịch chuyển khi dao tiếp xúc nhẹ – thường chỉ bằng 40-60% lực siết kim loại cùng kích thước.
Khoan Và Taro Ren Trên Teflon
Khoan lỗ trên chi tiết Teflon
Khoan lỗ trên Teflon có vẻ đơn giản nhưng thực tế khá phức tạp do Teflon mềm và đàn hồi. Thông số khoan khuyến nghị: tốc độ trục chính 2000-4000 RPM (cao hơn tiện và phay), tiến dao chậm 0,05-0,1 mm/vòng. Kỹ thuật khoan quan trọng là khoan một lượt xuyên suốt, không dừng giữa chừng. Khi dừng giữa chừng, Teflon có tính đàn hồi sẽ co lại và siết chặt lấy mũi khoan, gây khó khăn khi tiếp tục khoan và có thể làm gãy mũi khoan.
Taro ren trên lỗ Teflon
Tạo ren trong trên Teflon là một trong những thao tác khó nhất do Teflon mềm, ren dễ bị rách, biến dạng, hoặc bong ra khi siết vít. Giải pháp tốt nhất là sử dụng taro định hình (form tap hay roll tap) thay vì taro cắt truyền thống. Taro định hình không cắt bỏ vật liệu mà ép tạo ren, giúp ren chắc hơn, ít bị rách hơn, và tuổi thọ ren cao hơn 2-3 lần.
Làm Mát Đúng Cách Khi CNC Teflon
Tại sao không dùng dầu cắt gọt?
Dầu cắt gọt (cutting oil) và dầu nhũ tương (emulsion coolant) là phương pháp làm mát tiêu chuẩn khi gia công kim loại, nhưng hoàn toàn không phù hợp cho Teflon. Lý do thứ nhất, Teflon có tính kỵ nước và kỵ dầu cực mạnh – dầu không thấm vào Teflon, không làm mát hiệu quả. Lý do thứ hai, dầu làm bẩn bề mặt Teflon, tạo vết ố, cực khó làm sạch. Lý do thứ ba, dầu làm phoi Teflon dính chặt vào dao và phôi, khó thoát ra, gây tắc rãnh phoi và tăng ma sát.
Phương pháp làm mát khí nén
Khí nén áp suất thấp (3-5 bar) là phương pháp làm mát tốt nhất cho CNC Teflon. Vòi phun khí được hướng trực tiếp vào vùng tiếp xúc dao-phôi, thổi liên tục trong suốt quá trình gia công. Khí nén thực hiện ba chức năng: thứ nhất làm bay nhiệt ra khỏi vùng cắt qua đối lưu, thứ hai thổi phoi Teflon ra khỏi dao và rãnh phoi, thứ ba làm mát dao cắt giúp duy trì độ sắc.
Xử Lý Nhiệt Trước Và Sau CNC
Ủ nhiệt trước gia công
Phôi Teflon sau khi sintering thường tích tụ ứng suất nội rất lớn do quá trình nung nóng và làm nguội không đồng đều. Ứng suất này sẽ được giải phóng dần trong quá trình gia công CNC, gây biến dạng, cong vênh, hoặc nứt chi tiết. Để giảm thiểu hiện tượng này, cần ủ nhiệt phôi trước khi gia công.
Quy trình ủ nhiệt tiêu chuẩn: đưa phôi Teflon vào lò nung, tăng nhiệt độ chậm (50°C/giờ) lên 200-220°C, giữ nhiệt ổn định trong 2-4 giờ tùy độ dày phôi, sau đó nguội chậm tự nhiên trong lò kín (không mở lò) xuống nhiệt độ phòng trong 8-12 giờ. Tổng chu kỳ ủ nhiệt khoảng 24-48 giờ.
Ủ nhiệt sau gia công
Quá trình cắt gọt CNC tạo ra ứng suất mới trên bề mặt gia công và các lớp gần bề mặt. Nếu chi tiết yêu cầu độ ổn định kích thước cao (dung sai ±0,05mm), làm việc ở nhiệt độ cao (trên 100°C), hoặc chịu tải trọng lớn, cần ủ nhiệt sau gia công để giải phóng ứng suất còn lại.
Dung Sai Và Độ Chính Xác CNC Teflon
Dung sai đạt được trong thực tế
- Dung sai tiêu chuẩn ±0,2mm: Mức dung sai thông thường, áp dụng cho các chi tiết không yêu cầu độ chính xác quá cao. Chi phí gia công khoảng 200-400k đồng/giờ máy.
- Dung sai chặt ±0,05-0,1mm: Yêu cầu máy CNC chính xác cao, môi trường kiểm soát nhiệt độ, dao cắt chất lượng cao, ủ nhiệt kỹ. Chi phí gia công 500-800k đồng/giờ máy.
- Dung sai rộng ±0,5mm: Áp dụng cho chi tiết lớn, dày, yêu cầu thấp. Chi phí thấp hơn 150-300k đồng/giờ máy.
Tính toán bù giãn nở nhiệt
Công thức tính giãn nở tuyến tính: ΔL = L₀ × α × ΔT. Ví dụ: Chi tiết Teflon dài 100mm được gia công ở 20°C nhưng làm việc ở 100°C. Độ chênh nhiệt ΔT = 80°C. Độ giãn ra khi làm việc: ΔL = 100 × (11×10⁻⁵) × 80 = 0,088mm ≈ 0,1mm. Kết luận: Cần gia công chi tiết dài 99,9mm thay vì 100mm, để khi đưa vào sử dụng ở 100°C, chi tiết giãn ra đúng 100mm theo thiết kế.
An Toàn Khi CNC Gia Công Teflon
Cảnh báo khói độc ở nhiệt độ cao
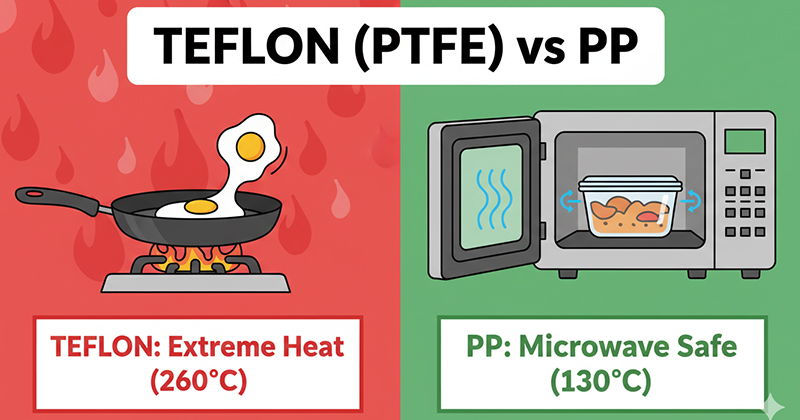
QUY TẮC AN TOÀN VÀNG: Giữ nhiệt độ vùng cắt LUÔN LUÔN dưới 200°C trong suốt quá trình gia công. Khi Teflon bị nung nóng vượt quá 260°C, nó bắt đầu phân hủy nhiệt và giải phóng các khí cực độc: HF (hydrogen fluoride), COF₂ (carbonyl fluoride), TFE (tetrafluoroethylene). Hít phải khói Teflon gây Sốt Khói Polymer (Polymer Fume Fever) với triệu chứng: sốt cao, ớn lạnh, đau đầu dữ dội, khó thở.
Bụi Teflon và bảo vệ hô hấp
Phoi và bụi PTFE sinh ra trong quá trình CNC rất mịn (5-20 micromet), nhẹ, dễ bay trong không khí. Người vận hành CNC Teflon bắt buộc phải đeo khẩu trang N95 hoặc FFP2 trở lên trong suốt ca làm việc. Khu vực gia công cần có hệ thống hút bụi tại chỗ.
So Sánh CNC Teflon vs PP, HDPE
| Tiêu chí | Teflon (PTFE) | PP | HDPE |
|---|---|---|---|
| Độ khó CNC | Rất cao | Trung bình | Dễ |
| Tốc độ cắt | 80-120 m/phút | 150-250 m/phút | 150-250 m/phút |
| Lực kẹp phôi | Rất nhẹ (30-50% chuẩn) | Thường (100%) | Thường (100%) |
| Dao cắt | Carbide/PCD sắc đặc biệt | HSS/Carbide thường | HSS/Carbide thường |
| Làm mát | Khí nén/không khí | Dầu nhũ tương/khí | Dầu nhũ tương/khí |
| Ủ nhiệt | Bắt buộc trước/sau | Không cần | Không cần |
| Chi phí gia công | 200-800k/giờ máy | 50-150k/giờ máy | 40-120k/giờ máy |
| Tỷ lệ hỏng | 10-20% | 3-5% | 3-5% |
Kết luận quan trọng: CNC nhựa PP dễ hơn, nhanh hơn, rẻ hơn và an toàn hơn 5-10 lần so với CNC Teflon. Chỉ nên CNC Teflon khi thật sự cần thiết cho ứng dụng đặc biệt mà PP không thể thay thế được.
Sản Phẩm CNC Teflon Phổ Biến
- Gioăng và vòng đệm chính xác cao: Chiếm 40-50% tổng sản lượng. Yêu cầu dung sai chặt ±0,05-0,1mm. Ứng dụng trong công nghiệp hóa chất, dầu khí, thực phẩm.
- Ổ trượt và bạc trượt tự bôi trơn: Tận dụng hệ số ma sát cực thấp của Teflon để tạo ổ trượt không cần dầu mỡ. Ứng dụng trong máy thực phẩm, dệt, y tế.
- Van bi và piston chính xác: Yêu cầu CNC 3-4 trục, độ chính xác ±0,05mm. Ứng dụng trong van hóa chất, máy nén khí.
MTV Plastic – Giải Pháp PP Thay Teflon
Tại sao MTV không CNC Teflon?
MTV Plastic với hơn 15 năm kinh nghiệm trong lĩnh vực gia công nhựa chuyên nghiệp tại Hà Nội không cung cấp dịch vụ CNC gia công Teflon do yêu cầu thiết bị chuyên dụng hoàn toàn khác biệt, chi phí đầu tư cao và quy trình sản xuất nguy hiểm. Thay vào đó, MTV Plastic chuyên sâu về CNC nhựa PP (Polypropylene) – loại nhựa kỹ thuật phổ thông có tính năng tốt, giá thành hợp lý.
CNC nhựa PP tại MTV Plastic
Sản phẩm CNC PP của MTV bao gồm: chi tiết cơ khí PP chính xác ±0,1mm, bồn bể nhựa PP chứa hóa chất công nghiệp, ống nhựa PP, máng nhựa PP dẫn hóa chất. Chi phí gia công PP chỉ 50-150k đồng/giờ máy, rẻ hơn 4-6 lần so với Teflon.
Tư vấn lựa chọn vật liệu miễn phí
MTV Plastic cung cấp dịch vụ tư vấn kỹ thuật miễn phí để giúp khách hàng đánh giá liệu Teflon có thật sự cần thiết hay có thể thay thế bằng PP. Trong 80% trường hợp, PP thay thế hiệu quả Teflon với chất lượng tương đương nhưng tiết kiệm 70-90% chi phí.
Liên hệ MTV Plastic hotline 0918.710.622 (Mr. Mạnh) hoặc email nhua.mtv@gmail.com để được tư vấn chi tiết.
Giá CNC Gia Công Teflon
Giá CNC gia công Teflon dao động rất lớn tùy độ phức tạp chi tiết và số lượng. Chi phí gia công thường từ 200-800 nghìn đồng/giờ máy. Ngoài ra cần tính thêm chi phí nguyên liệu (500k-2tr/kg), chi phí ủ nhiệt, đo kiểm. Tổng chi phí một chi tiết Teflon CNC hoàn chỉnh thường từ 500 nghìn đến 5 triệu đồng. So sánh: chi tiết tương tự bằng PP chỉ tốn 50-500 nghìn đồng, rẻ hơn 10 lần.
Câu Hỏi Thường Gặp Về CNC Teflon
1. CNC có cắt được Teflon không?
Được, nhưng cực kỳ khó và đòi hỏi kỹ thuật cao. Cần dao carbide cực sắc, tốc độ cắt thấp, lực kẹp nhẹ nhàng và ủ nhiệt kỹ.
2. Dao gì để CNC Teflon?
Dao carbide hoặc kim cương PCD, cực kỳ sắc bén, góc trước dương +10~+15°, bán kính mũi nhỏ.
3. Tốc độ cắt Teflon bao nhiêu?
Tiện CNC: 80-120 m/phút. Phay CNC: 3000-6000 RPM. Chậm hơn gia công kim loại 50-70%.
4. Làm mát Teflon như thế nào khi CNC?
Sử dụng khí nén áp suất thấp 3-5 bar. Tuyệt đối KHÔNG dùng dầu cắt gọt hoặc nước làm mát.
5. Tại sao Teflon dễ biến dạng khi CNC?
Do Teflon mềm, ma sát thấp khó kẹp chặt và hệ số giãn nở nhiệt cao gấp 10 lần kim loại.
6. MTV có CNC Teflon không?
Không. MTV Plastic chuyên CNC nhựa PP – dễ hơn, rẻ hơn và an toàn hơn. Liên hệ hotline 0918.710.622 để được tư vấn giải pháp thay thế.
Kết Bài
CNC gia công nhựa Teflon là một nghệ thuật đòi hỏi kiến thức chuyên sâu và kỹ năng cao. Năm thách thức lớn nhất – ma sát cực thấp, mềm dễ biến dạng, giãn nở nhiệt cao, dẫn nhiệt kém, và chi phí cao – khiến CNC Teflon trở thành một trong những công việc khó nhất trong ngành gia công nhựa.
Chi phí CNC Teflon rất cao và đi kèm rủi ro an toàn nghiêm trọng nếu không kiểm soát nhiệt độ. Trong nhiều trường hợp, nhựa PP là giải pháp thay thế hiệu quả về kinh tế và kỹ thuật.
Liên hệ MTV Plastic hotline 0918.710.622 để được tư vấn miễn phí về giải pháp gia công nhựa PP theo yêu cầu, tiết kiệm chi phí tối đa mà vẫn đảm bảo yêu cầu kỹ thuật.
Bài viết cùng chủ đề:

Nhựa Teflon và nhựa PP – So sánh chi tiết
Gia Công Nhựa Teflon – Quy Trình Chuyên Nghiệp Tại Hà Nội
Nhựa Teflon là gì? Tính chất, ứng dụng và lưu ý quan trọng
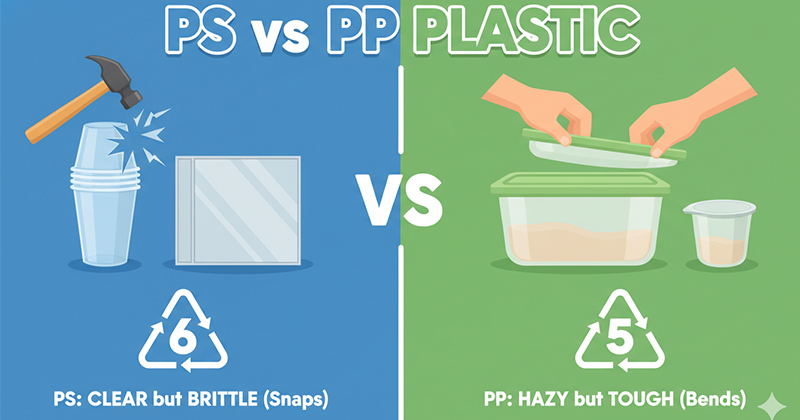
Nhựa PS và PP: So sánh tính chất, ứng dụng và lựa chọn phù hợp
Quy trình sản xuất nhựa PP: Từ nguyên liệu đến thành phẩm chi tiết
Nhựa PP và HDPE: So sánh tính chất, ứng dụng và lựa chọn phù hợp
Nhựa PP có dùng được lò vi sóng không? Hướng dẫn chi tiết và lưu ý quan trọng
Nhựa PC và PP: So sánh tính chất, độ an toàn và ứng dụng thực tế
Nhựa Tritan và nhựa PP: So sánh tính chất, độ an toàn và ứng dụng thực tế
Ứng dụng của nhựa PP: Từ đời sống đến công nghiệp và y tế
Bình sữa nhựa PP có tốt không? Đánh giá ưu nhược điểm và hướng dẫn chọn mua
Nhựa PP nguyên sinh là gì? Đặc điểm, ưu điểm và phân biệt với PP tái chế
Nhựa PP có tái sử dụng được không? Hướng dẫn tái sử dụng an toàn từ A-Z
So sánh nhựa ABS và PP: Loại nào tốt hơn?
Nhựa ABS là nhựa gì? Đặc điểm, ứng dụng và cách nhận biết từ A-Z
Các loại nhựa chống cháy: Phân loại, đặc tính và ứng dụng