Kiến thức
Hướng dẫn hàn nhựa PP chi tiết cho người mới

Th9
Hướng dẫn hàn nhựa PP chi tiết từ A-Z: kỹ thuật, thiết bị, nhiệt độ tối ưu. Kinh nghiệm 15+ năm tại MTV Plastic. Hotline: 0918.710.622
Trong thế giới gia công nhựa hiện đại, hàn nhựa PP đã trở thành “nghệ thuật kim loại học” đòi hỏi sự kết hợp hoàn hảo giữa kiến thức khoa học, kỹ thuật chuyên môn và kinh nghiệm thực tế. Từ những mối hàn đơn giản sửa chữa đồ gia dụng đến những công trình phức tạp như bồn chứa hóa chất công nghiệp, hệ thống xử lý nước thải quy mô lớn – Polypropylene với tính chất đặc biệt đòi hỏi những kỹ thuật hàn riêng biệt để đạt được độ bền và chất lượng tối ưu. Tại MTV Plastic, chúng tôi tự hào là đơn vị tiên phong với hơn 15 năm kinh nghiệm chuyên sâu trong lĩnh vực hàn nhựa chuyên nghiệp, đã đào tạo hơn 500 thợ hàn thành thạo và hoàn thành hàng nghìn dự án từ đơn giản đến phức tạp. Với chứng chỉ kỹ thuật từ Leister Thụy Sĩ và sự tham gia vào xây dựng tiêu chuẩn ngành, chúng tôi cam kết chia sẻ toàn bộ kiến thức và kinh nghiệm quý báu để giúp bạn thành thạo nghệ thuật hàn PP một cách chuyên nghiệp và an toàn. Liên hệ ngay hotline 0918.710.622 để đăng ký khóa học hàn PP chuyên nghiệp hoặc nhận tư vấn kỹ thuật miễn phí.
1. Hàn nhựa PP là gì? Nguyên lý cơ bản
1.1 Định nghĩa và bản chất của quá trình hàn PP
Hàn nhựa PP là quá trình kỹ thuật sử dụng nhiệt độ cao để làm nóng chảy và liên kết các chi tiết làm từ polypropylene, tạo thành mối nối có độ bền gần bằng vật liệu gốc. Khác với hàn kim loại dựa trên sự khuếch tán ion, hàn PP dựa trên nguyên lý “entanglement” – sự rối xoắn và liên kết của các chuỗi polyme ở nhiệt độ cao.
Cơ chế nóng chảy và liên kết phân tử
Quá trình hàn PP diễn ra theo 4 giai đoạn chính như một “vũ điệu phân tử” được nhạc trưởng điều khiển bởi nhiệt độ. Giai đoạn 1 (120-140°C): PP chuyển từ trạng thái rắn sang mềm dẻo, các chuỗi polyme bắt đầu “thức dậy” và chuyển động. Giai đoạn 2 (160-180°C): Đạt nhiệt độ nóng chảy, PP trở thành chất lỏng nhớt cao, các phân tử có khả năng di chuyển tự do. Giai đoạn 3 (280-320°C): Nhiệt độ hàn tối ưu, độ nhớt giảm xuống mức lý tưởng cho việc trộn lẫn và liên kết. Giai đoạn 4: Làm nguội và tái kết tinh, các chuỗi polyme “ôm chặt” nhau tạo thành cấu trúc bền vững.
Điểm nóng chảy và đặc tính hàn của PP
PP có điểm nóng chảy 160-166°C nhưng nhiệt độ hàn PP tối ưu là 280-320°C để đảm bảo độ nhớt thấp và thời gian mở rộng. Đây là “cửa sổ vàng” mà thợ hàn cần nắm vững: quá thấp sẽ không nóng chảy hoàn toàn, quá cao sẽ phân hủy polymer và tạo khí độc.
1.2 Phân loại các phương pháp hàn nhựa PP
Hàn khí nóng (Hot Air Welding)
Phương pháp hàn PP phổ biến nhất sử dụng dòng khí nóng 280-320°C để làm nóng chảy que hàn và bề mặt vật liệu. Giống như một “họa sĩ” vẽ tranh, thợ hàn điều khiển súng khí nóng theo các động tác có nhịp điệu để tạo ra những mối hàn đẹp và chắc chắn. Phương pháp này phù hợp cho 80% các ứng dụng hàn PP từ sửa chữa đến chế tạo.
Hàn tấm nóng (Hot Plate Welding)
Hàn tấm nóng như “bàn ủi công nghiệp” sử dụng tấm kim loại gia nhiệt đến 220-240°C để làm nóng chảy đồng thời hai mặt cần nối. Sau khi đạt độ nóng chảy đủ, tấm nóng được gỡ ra và hai chi tiết được ép lại với nhau. Kỹ thuật hàn PP này cho mối hàn có diện tích tiếp xúc lớn, độ bền cao, thường dùng cho ống lớn và chi tiết dày.
Hàn siêu âm và các phương pháp khác
Hàn siêu âm sử dụng dao động cơ học tần số cao 20-40 kHz để tạo ma sát và nhiệt cục bộ. Hàn ma sát quay cho ống tròn, hàn cảm ứng cho diện tích lớn – mỗi phương pháp đều có “sân chơi” riêng với ưu điểm và hạn chế cụ thể.
1.3 Ưu điểm của hàn PP so với keo dán
Độ bền mối hàn gần bằng vật liệu gốc
Cách hàn nhựa PP đúng kỹ thuật có thể đạt được mối nối có độ bền kéo 85-95% so với vật liệu gốc – một con số “ấn tượng” mà keo dán khó có thể đạt được. Trong khi keo dán chỉ tạo liên kết bề mặt, hàn nhiệt tạo liên kết phân tử sâu 2-3mm, đảm bảo độ bền lâu dài.
Khả năng chịu nhiệt và hóa chất cao
Mối hàn PP duy trì được tính chất ban đầu của vật liệu: chịu nhiệt 100°C liên tục, kháng hầu hết hóa chất, không bị lão hóa theo thời gian. Đây chính là lý do tại sao ống, máng, nẹp nhựa PP, PVC, PE được hàn luôn bền hơn và tin cậy hơn so với nối bằng phụ kiện cơ khí.
2. Thiết bị và dụng cụ hàn nhựa PP
2.1 Máy hàn nhựa PP chuyên dụng
Lựa chọn máy hàn nhựa PP phù hợp như việc lựa chọn “cây kiếm” cho một samurai – quyết định 80% thành công của công việc. Trên thị trường hiện tại, các thương hiệu uy tín như Leister (Thụy Sĩ), Forsthoff (Đức), BAK (Thổ Nhĩ Kỳ) đang dẫn đầu về chất lượng và độ tin cậy.
Máy hàn khí nóng Leister, Forsthoff
Leister Triac AT với công suất 1600W, nhiệt độ điều chỉnh 20-700°C, lưu lượng khí 150-300 L/phút là “Rolls-Royce” của làng hàn nhựa. Forsthoff P1 có thiết kế compact, phù hợp cho công việc di động và không gian hẹp. Cả hai đều có hệ thống điều khiển nhiệt độ PID chính xác ±5°C – yếu tố quan trọng đảm bảo chất lượng mối hàn.
Thông số kỹ thuật và cách chọn máy
Máy hàn nhựa PP chất lượng cao cần có các tiêu chí: Công suất 1000-1600W cho hàn chuyên nghiệp, nhiệt độ 50-700°C với độ chính xác cao, motor thổi khí độ ồn thấp dưới 70dB, tay cầm ergonomic chống mỏi, và hệ thống an toàn chống quá nhiệt.
2.2 Que hàn và vật liệu tiêu hao
Loại que hàn PP: tam giác, tròn, đôi
Que hàn PP như “kim chỉ nan” quyết định hình dạng và chất lượng mối hàn. Que tam giác 3-4mm cho hàn góc và mối hàn nhỏ, que tròn 2-5mm cho hàn dài và bề mặt phẳng, que đôi (dual rod) cho hàn nhanh và năng suất cao. Màu sắc que hàn cần đúng với màu vật liệu để đảm bảo tính thẩm mỹ.
Cách chọn que hàn phù hợp với từng ứng dụng
Nguyên tắc vàng: đường kính que hàn = 50-70% độ dày vật liệu. Que quá nhỏ không đủ vật liệu lấp đầy, que quá lớn khó kiểm soát và có thể làm biến dạng chi tiết mỏng. Chất lượng que hàn phải tương đương hoặc cao hơn vật liệu gốc về độ tinh khiết và tính chất cơ học.
2.3 Dụng cụ hỗ trợ và an toàn
Dao cắt, thước đo, găng tay chống nhiệt
Dao cắt chuyên dụng tạo rãnh V góc 60-90 độ, thước đo kim loại chống nhiệt, găng tay da bò chống nhiệt 200°C là “bộ ba” không thể thiếu. Ngoài ra còn cần bàn chải thép làm sạch bề mặt, kẹp giữ chi tiết và đèn chiếu sáng tại vị trí hàn.
Thiết bị bảo hộ lao động
An toàn là ưu tiên hàng đầu trong hướng dẫn hàn nhựa PP chi tiết. Kính bảo hộ chống tia UV và hạt nhựa bắn, khẩu trang lọc khí độc từ nhựa nóng chảy, giày bảo hộ chống trượt, và quần áo bảo hộ không dễ cháy là những yêu cầu tối thiểu.
3. Kỹ thuật hàn khí nóng PP từng bước
3.1 Chuẩn bị bề mặt hàn
Câu nói “Preparation is everything” trong hàn nhựa có ý nghĩa đặc biệt quan trọng. 70% chất lượng mối hàn được quyết định từ khâu chuẩn bị, chỉ 30% từ kỹ thuật hàn thực tế.
Làm sạch và tạo rãnh V
Cách hàn tấm nhựa PP chuyên nghiệp bắt đầu từ việc làm sạch hoàn toàn bề mặt bằng cồn isopropyl 99% để loại bỏ dầu mỡ, bụi bẩn. Tạo rãnh V với góc 60-90 độ tùy độ dày vật liệu: 60 độ cho tấm dày dưới 6mm, 90 độ cho tấm dày hơn. Chiều sâu rãnh = 80-90% độ dày tấm, để lại 1-2mm phía đáy làm “móng” chịu lực.
Cách chuẩn bị mép hàn chuẩn
Mép rãnh phải nhẵn, không có vết xước hay móp méo. Sử dụng giấy nhám mịn P320-P400 để làm nhám nhẹ bề mặt tăng độ bám dính. Khoảng cách giữa hai mép 1-2mm để có không gian cho que hàn, đảm bảo hai chi tiết được kẹp chặt và thẳng hàng.
3.2 Thiết lập nhiệt độ và tốc độ hàn
Nhiệt độ tối ưu 280-320°C
Nhiệt độ hàn PP là yếu tố “sinh tử” quyết định thành bại. Khởi động ở 250°C và tăng dần đến 280-320°C tùy điều kiện môi trường. Nhiệt độ phòng thấp cần nhiệt độ cao hơn, gió lớn cũng cần bù nhiệt. Test nhiệt độ bằng cách cho que hàn vào dòng khí: que chảy đều không sủi bọt là đạt yêu cầu.
Tốc độ hàn và áp lực ép
Tốc độ hàn 3-8 cm/phút tùy độ dày vật liệu và kỹ năng thợ hàn. Áp lực ép que hàn xuống rãnh vừa phải: đủ để que chảy và lấp đầy nhưng không làm biến dạng chi tiết. Phương pháp hàn PP đúng tạo ra âm thanh “xì xì” đều đặn từ khí nóng và que hàn chảy.
3.3 Quy trình thực hiện từng bước
Giai đoạn khởi động và hàn gốc
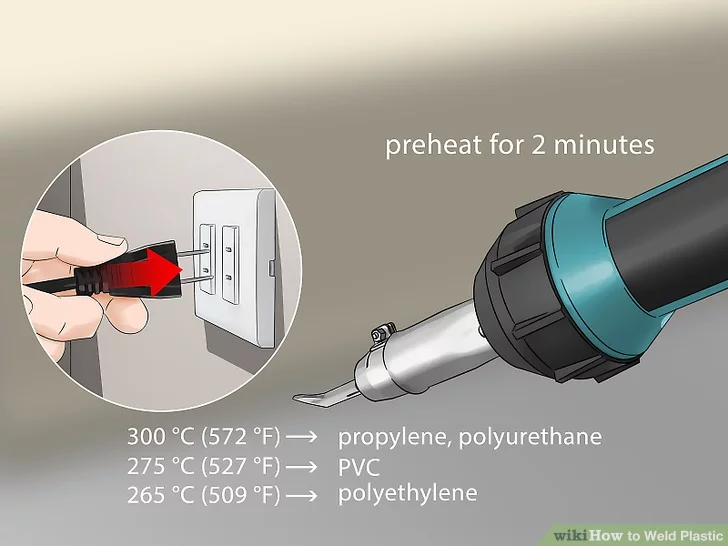
Bước 1: Khởi động máy và chờ đạt nhiệt độ ổn định (5-10 phút).
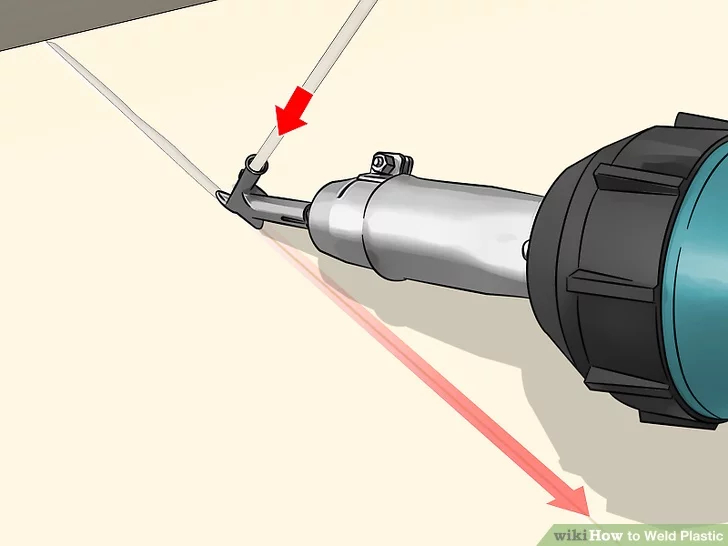
Bước 2: Đặt que hàn vào đầu rãnh, gia nhiệt đồng thời que và mép rãnh 3-5 giây.
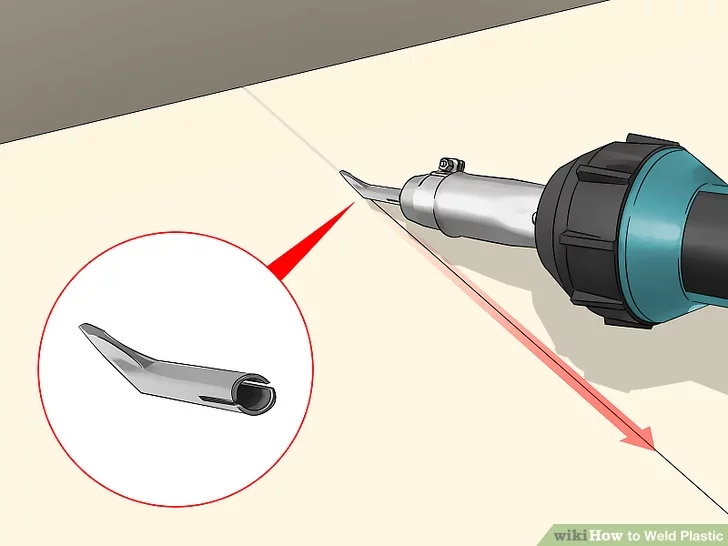
Bước 3: Khi que bắt đầu chảy, đẩy nhẹ xuống rãnh và bắt đầu di chuyển đều.
Bước 4: Tạo mối hàn gốc dài 1-2cm đảm bảo chắc chắn trước khi tiếp tục.
Kỹ thuật di chuyển que hàn
Kỹ thuật hàn PP chuẩn sử dụng động tác “weaving” – di chuyển que hàn theo hình zigzag nhỏ để phân bố nhiệt đều. Góc súng hàn 45-60 độ so với bề mặt, khoảng cách đầu súng đến que hàn 10-15mm. Tay trái giữ que hàn, tay phải cầm súng, cả hai tay di chuyển đồng bộ và đều đặn.
Hoàn thiện và kiểm tra chất lượng
Kết thúc mối hàn bằng cách giảm dần tốc độ và tăng nhiệt độ 20-30°C để “seal” đầu hàn. Để nguội tự nhiên 10-15 phút, không được dùng nước hay khí nén để làm nguội nhanh. Kiểm tra bằng mắt: mối hàn phải đều, không có lỗ khí, màu sắc đồng nhất, và có độ lồi 1-2mm.
4. Các phương pháp hàn PP nâng cao
4.1 Hàn tấm nóng (Butt Fusion)
Phương pháp hàn PP này như “phẫu thuật chính xác” đòi hỏi thiết bị chuyên dụng và kỹ năng cao. Quá trình gồm 4 giai đoạn: chuẩn bị bề mặt, gia nhiệt, loại bỏ tấm nóng, và ép nối.
Nguyên lý và thiết bị
Máy hàn tấm nóng gồm khung kẹp, tấm gia nhiệt PTFE không dính, và hệ thống thủy lực điều khiển áp lực. Tấm nóng được gia nhiệt đến 220-240°C, thấp hơn hàn khí nóng nhưng tiếp xúc trực tiếp nên hiệu quả cao hơn. Thời gian gia nhiệt phụ thuộc độ dày: 1mm cần 10-15 giây.
Ứng dụng cho ống và tấm dày
Hàn tấm nóng cho chất lượng mối hàn đồng đều nhất, đặc biệt hiệu quả với ống PP đường kính lớn từ 200mm trở lên và tấm dày trên 20mm. Ứng dụng hàn PP này phổ biến trong sản xuất bồn, bể nhựa PP, PVC, PE công nghiệp.
4.2 Hàn siêu âm cho chi tiết nhỏ
Nguyên tắc hoạt động
Hàn siêu âm sử dụng dao động cơ học tần số 20-40 kHz tạo ma sát và nhiệt cục bộ tại interface. Quá trình diễn ra trong 0.5-3 giây, rất nhanh và chính xác. Điều kiện: hai bề mặt phải khớp hoàn hảo, có energy director (gờ tập trung năng lượng).
Ưu điểm và hạn chế
Ưu điểm: tốc độ cao, không cần vật liệu tiêu hao, mối hàn sạch sẽ, tự động hóa dễ dàng. Hạn chế: chi phí thiết bị cao, chỉ phù hợp chi tiết nhỏ dưới 100mm, cần thiết kế đặc biệt cho energy director.
4.3 Hàn ma sát quay
Kỹ thuật cho ống tròn
Hàn ma sát quay xoay một đầu ống với tốc độ 100-300 vòng/phút và ép vào đầu ống kia. Ma sát tạo nhiệt làm nóng chảy PP, sau đó dừng quay và tăng áp lực để hoàn thành mối hàn. Thời gian hàn 10-30 giây tùy đường kính.
Thiết bị chuyên dụng
Máy hàn ma sát cần motor công suất lớn, hệ thống kẹp chính xác và điều khiển tự động. Chi phí cao nhưng chất lượng mối hàn đạt 98-99% so với vật liệu gốc, thích hợp cho sản xuất hàng loạt.
Dịch vụ hàn PP tại xưởng với công nghệ tiên tiến.
5. Lỗi thường gặp và cách khắc phục
5.1 Lỗi về nhiệt độ và tốc độ
Kinh nghiệm 15 năm cho thấy 60% lỗi hàn PP xuất phát từ nhiệt độ và tốc độ không phù hợp. Học hàn nhựa PP ở đâu hiệu quả nhất? Chính từ những lỗi và cách khắc phục thực tế.
Hàn quá nóng hoặc quá lạnh
Dấu hiệu hàn quá nóng: nhựa chảy ra ngoài rãnh, tạo bọt khí, có mùi khét, màu sắc đen sạm. Khắc phục: giảm nhiệt độ 20-30°C, tăng tốc độ hàn, giảm áp lực ép que. Dấu hiệu hàn quá lạnh: que không chảy hết, mối hàn không liên kết, dễ tách rời. Khắc phục: tăng nhiệt độ 30-50°C, giảm tốc độ, pre-heat bề mặt lâu hơn.
Cách nhận biết và điều chỉnh
Test đơn giản: hàn thử trên mẫu nhỏ cùng vật liệu. Mối hàn đạt yêu cầu có màu sắc đồng nhất, bề mặt nhẵn, không có lỗ khí, và có thể uốn cong 180 độ không nứt.
5.2 Lỗi về kỹ thuật thao tác
Góc hàn không đúng
Góc súng hàn sai là lỗi phổ biến của người mới học. Góc quá dốc (>70°) làm nhiệt tập trung, que chảy không đều. Góc quá thoải (<30°) làm nhiệt phân tán, không đủ để nóng chảy hoàn toàn. Góc lý tưởng 45-60° cho phần lớn ứng dụng.
Áp lực ép không đều
Áp lực quá mạnh đẩy nhựa chảy ra ngoài, tạo mối hàn lõm. Áp lực quá yếu không đủ để que liên kết với bề mặt. Cách hàn nhựa PP đúng cần cảm giác tay để điều chỉnh áp lực phù hợp với từng giai đoạn.
5.3 Lỗi về vật liệu và môi trường
Ẩm ướt và tạp chất
PP hút ẩm ít nhưng bề mặt ẩm ướt vẫn ảnh hưởng chất lượng hàn. Dầu mỡ, sơn, nhãn dán phải được loại bỏ hoàn toàn. Sử dụng máy sấy hoặc súng khí nóng để sấy khô bề mặt trước khi hàn.
Điều kiện môi trường ảnh hưởng
Gió lớn làm mát nhanh mối hàn, cần che chắn hoặc tăng nhiệt độ bù. Nhiệt độ môi trường dưới 5°C hoặc trên 40°C đều ảnh hưởng chất lượng. Độ ẩm cao tạo hơi nước trong mối hàn gây lỗ khí.
6. Ứng dụng hàn nhựa PP trong thực tế
6.1 Sản xuất bồn bể nhựa
Trong ngành sản xuất bồn, bể chứa, hàn nhựa PP đóng vai trò then chốt quyết định chất lượng sản phẩm cuối cùng. Quy trình sản xuất một bồn PP 10.000L đòi hỏi hàng trăm mét mối hàn với độ chính xác tuyệt đối.
Hàn thành bể, bồn chứa hóa chất
Hàn đáy bể sử dụng kỹ thuật hàn đùn với que đường kính 4-6mm để đảm bảo độ ngấu sâu. Hàn thành bể dọc dùng hàn khí nóng với que tam giác 3-4mm. Hàn nắp và các phụ kiện cần kỹ thuật đặc biệt để đảm bảo kín khít. Mỗi mối hàn đều phải test áp lực 1.5 lần áp lực làm việc.
Quy trình và tiêu chuẩn chất lượng
Quy trình 12 bước từ chuẩn bị vật liệu đến kiểm tra cuối cùng. Tiêu chuẩn áp dụng TCVN 7957:2008 và AWS D11.2 cho hàn nhựa. Hướng dẫn hàn nhựa PP chi tiết của MTV Plastic đã được áp dụng thành công tại hơn 200 dự án bồn bể công nghiệp.
6.2 Thi công hệ thống ống dẫn
Hàn ống PP cho hóa chất
Hàn ống PP chuyên chở hóa chất đòi hỏi kỹ thuật cao nhất vì một mối hàn kém có thể gây rò rỉ thảm khốc. Sử dụng hàn tấm nóng cho ống đường kính lớn, hàn khí nóng cho ống nhỏ và nối phụ kiện.
Nối ống và phụ kiện
Nối ống thẳng dùng muffle (ống lót) hoặc hàn đối đầu. Nối tee, elbow dùng hàn góc với que tam giác. Tất cả mối hàn đều test bằng khí nitrogen áp lực 10 bar trong 4 giờ.
6.3 Sửa chữa và gia công sản phẩm nhựa
Hàn vá, hàn nối
Sửa chữa vết nứt trên bồn nước, thùng chứa bằng kỹ thuật hàn vá. Tạo rãnh chữ V dọc theo vết nứt, hàn đầy và mài phẳng. Hàn nối mở rộng bồn bể hiện có bằng cách hàn thêm tấm PP.
Gia cố cấu trúc
Hàn thêm gân gia cường, chân đỡ, hoặc vành cứng để tăng độ bền cấu trúc. Kỹ thuật hàn góc và hàn lap joint được sử dụng phổ biến.
7. Tiêu chuẩn chất lượng và kiểm tra
7.1 Tiêu chuẩn chất lượng mối hàn
Việt Nam áp dụng TCVN 6259:2008 cho hàn nhựa công nghiệp và TCVN 7957:2008 cho thiết bị chứa. Quốc tế có AWS D11.2, ISO 13067 và EN 13067 cho hàn nhựa nhiệt dẻo.
TCVN và tiêu chuẩn quốc tế
Các tiêu chuẩn này quy định về: kỹ thuật hàn, chất lượng vật liệu, trình độ thợ hàn, phương pháp kiểm tra, và tiêu chí đạt/không đạt. Cách hàn tấm nhựa PP chuyên nghiệp phải tuân thủ nghiêm ngặt các tiêu chuẩn này.
Phương pháp đánh giá
Đánh giá chất lượng mối hàn qua 3 phương pháp: quan sát ngoại quan, kiểm tra không phá hủy (NDT), và thử nghiệm cơ tính. Mỗi phương pháp có tiêu chí riêng và bổ sung cho nhau.
7.2 Kiểm tra không phá hủy
Thử nghiệm rò rỉ
Test rò rỉ bằng khí (nitrogen, khí nén) hoặc chất lỏng (nước, dầu màu). Áp lực test = 1.5 × áp lực làm việc. Thời gian test tối thiểu 4 giờ cho bồn bể, 1 giờ cho ống dẫn.
Kiểm tra ngoại quan
Quan sát bằng mắt thường và kính lúp 10×: mối hàn phải đều, không lỗ khí, không nứt, màu sắc đồng nhất. Độ lồi 1-3mm tùy độ dày vật liệu. Bề rộng mối hàn 1.5-2 lần đường kính que hàn.
7.3 Thử nghiệm cơ tính
Độ bền kéo mối hàn
Lấy mẫu theo ASTM D638 và test trên máy kéo universal. Mối hàn đạt yêu cầu khi độ bền kéo ≥ 85% vật liệu gốc. Mẫu phải đứt tại vật liệu gốc, không đứt tại mối hàn.
Test va đập và uốn
Test va đập Izod theo ASTM D256. Test uốn 4 điểm theo ASTM D790. Mẫu hàn đạt yêu cầu khi các giá trị đạt ≥ 80% so với vật liệu gốc.
8. Đào tạo và chứng chỉ hàn PP
8.1 Khóa học hàn nhựa PP tại MTV Plastic
MTV Plastic tự hào là trung tâm đào tạo hàn nhựa hàng đầu miền Bắc với chương trình chuẩn quốc tế và đội ngũ giảng viên giàu kinh nghiệm.
Chương trình cơ bản (40 giờ)
Lý thuyết: Tính chất PP, thiết bị hàn, an toàn lao động (8 giờ). Thực hành: Hàn khí nóng cơ bản, hàn tấm phẳng, hàn góc (24 giờ). Kiểm tra: Lý thuyết và thực hành, cấp chứng nhận (8 giờ).
Chương trình nâng cao (80 giờ)
Bổ sung: Hàn tấm nóng, hàn ống, sửa chữa bồn bể, kiểm tra chất lượng, quản lý dự án hàn. Thực tập tại các dự án thực tế của MTV Plastic.
8.2 Chương trình đào tạo từ cơ bản đến nâng cao
Học hàn nhựa PP ở đâu chất lượng và uy tín? MTV Plastic có 3 cấp độ đào tạo phù hợp với từng nhu cầu: người mới bắt đầu, thợ hàn có kinh nghiệm muốn nâng cao, và kỹ sư giám sát chất lượng.
8.3 Chứng nhận tay nghề và cập nhật kỹ thuật
Chứng chỉ hàn PP của MTV Plastic được công nhận bởi Tổng cục Tiêu chuẩn Đo lường Chất lượng và các hiệp hội nghề nghiệp. Học viên được cập nhật kỹ thuật mới miễn phí trong 2 năm.
Nhận chứng chỉ hàn PP quốc tế tại MTV Plastic.
9. Bảo trì thiết bị và an toàn lao động
9.1 Bảo dưỡng máy hàn định kỳ
Hàng ngày
Làm sạch đầu súng hàn, kiểm tra dây điện và vòi khí, test nhiệt độ với thiết bị chuẩn. Bảo quản ở nơi khô ráo, tránh bụi bẩn.
Hàng tháng
Thay màng lọc khí, bôi trơn motor thổi khí, hiệu chuẩn nhiệt độ, kiểm tra độ kín của hệ thống khí.
9.2 Quy tắc an toàn khi hàn
Bảo hộ cá nhân
Kính bảo hộ chống tia UV, khẩu trang lọc khói nhựa, găng tay da bò, áo dài tay cotton, giày bảo hộ không dẫn điện.
An toàn khu vực hàn
Thông gió tốt (≥ 6 lần đổi gió/giờ), có bình cứu hỏa CO2, báo khói tự động, sơ cứu nhanh cho bỏng nhiệt.
9.3 Xử lý sự cố và khẩn cấp
Sự cố thiết bị
Máy quá nhiệt: ngừng ngay, để nguội 30 phút, kiểm tra lọc khí. Không có khí thổi: kiểm tra nguồn điện, vòi khí, motor thổi. Nhiệt độ không ổn định: hiệu chuẩn cảm biến nhiệt độ.
Xử lý khẩn cấp
Bỏng nhiệt: rửa ngay bằng nước lạnh 10-15 phút, không dùng đá. Ngộ độc khí: đưa nạn nhân ra ngoài trời, thở oxy nếu có, gọi cấp cứu 115.
10. Câu hỏi thường gặp về hàn nhựa PP
10.1 Về kỹ thuật và thiết bị
Có thể hàn PP với PVC được không?
Không được. PP và PVC có nhiệt độ nóng chảy và cấu trúc phân tử khác nhau. Hàn chung sẽ không tạo liên kết bền vững và có thể tạo khí độc.
Máy hàn nào tốt nhất cho người mới bắt đầu?
Leister Triac S với công suất 1600W, điều khiển đơn giản, giá cả phù hợp và có dịch vụ bảo hành tốt tại Việt Nam.
10.2 Về chất lượng và độ bền
Mối hàn PP có bền bằng vật liệu gốc không?
Hàn đúng kỹ thuật có thể đạt 85-95% độ bền vật liệu gốc. Trong nhiều trường hợp, mối hàn còn bền hơn vì có cấu trúc dày hơn và ít căng thẳng nội bộ.
Mối hàn có chịu được hóa chất như vật liệu gốc không?
Có, mối hàn PP có cùng khả năng chống hóa chất như vật liệu gốc vì cùng thành phần polyme và cấu trúc tinh thể tương tự.
11. Nắm vững nghệ thuật hàn PP – Mở ra cơ hội nghề nghiệp
Hàn nhựa PP không chỉ đơn thuần là một kỹ năng kỹ thuật mà là “nghệ thuật” đòi hỏi sự kết hợp hoàn hảo giữa kiến thức khoa học, kinh nghiệm thực tế và tay nghề lành nghề. Từ cách hàn nhựa PP cơ bản đến các phương pháp hàn PP nâng cao, từ việc lựa chọn máy hàn nhựa PP phù hợp đến nắm vững nhiệt độ hàn PP tối ưu – tất cả đều là những mảnh ghép quan trọng tạo nên một thợ hàn chuyên nghiệp.
Trong thời đại công nghiệp 4.0, nhu cầu về nhân lực có tay nghề cao trong lĩnh vực hàn nhựa đang tăng mạnh. Kỹ thuật hàn PP không chỉ ứng dụng trong sản xuất mà còn trong sửa chữa, bảo trì các thiết bị công nghiệp, đặc biệt là trong các ngành xử lý nước thải, hóa chất, và môi trường nơi mà PP đang dần thay thế kim loại truyền thống.
Tại MTV Plastic, chúng tôi đã chứng kiến sự phát triển vượt bậc của hàng trăm học viên từ những người hoàn toàn mới bắt đầu đến những chuyên gia hàn PP được các doanh nghiệp lớn săn đón. Que hàn PP, máy hàn nhựa PP chất lượng cao, và quan trọng nhất là kiến thức chuyên môn sâu rộng chính là “chìa khóa vàng” mở ra cơ hội nghề nghiệp với mức thu nhập cao và ổn định lâu dài.
Nguồn tham khảo:
- TCVN 6259:2008 – Tiêu chuẩn quốc gia về hàn nhựa công nghiệp
- AWS D11.2/D11.2M – Structural Welding Code – Thermoplastic
- ISO 13067:2011 – Polyethylene butt fusion joints for gas and water supply systems
- DIN 16963:2007 – Welding of thermoplastics – Heated tool welding
- ASTM D5592 – Standard Guide for Evaluating the Performance of Thermoplastic Pipe
- Leister Technologies AG – Plastic Welding Handbook 2023
- Tạp chí Hàn và Cắt Việt Nam – Ứng dụng hàn nhựa trong công nghiệp
- Hiệp hội Kỹ thuật Hàn Việt Nam – Tiêu chuẩn nghề hàn nhựa
- Đại học Bách khoa Hà Nội – Giáo trình Công nghệ Vật liệu Polyme
- International Welding Institute – Thermoplastic Welding Best Practices
Thông tin trong bài viết được biên soạn dựa trên kinh nghiệm 15+ năm của MTV Plastic và các nguồn tài liệu kỹ thuật uy tín. Người học nên tuân thủ nghiêm ngặt các quy tắc an toàn và tham gia khóa đào tạo chính thức để đảm bảo an toàn và hiệu quả. Nội dung được cập nhật ngày 03/09/2025 với những kỹ thuật và công nghệ mới nhất.
Bài viết cùng chủ đề:

Lợi ích khi dùng khay chống tràn hoá chất
Nhựa HIPS là gì – tính chất, ứng dụng và so sánh vật liệu
Nhựa PPH là gì – Đặc tính kỹ thuật, ứng dụng và so sánh với PP thông thường
Nhựa PPS là gì? Đặc tính, ứng dụng & giá nhựa kỹ thuật cao
Nhựa PP có độc hại không? Câu trả lời khoa học đầy đủ cho sức khỏe gia đình
Hàn nhựa có bền không? Sự thật về độ bền mối hàn nhựa
Hệ thống xử lý nước thải gia đình – Giải pháp tiết kiệm nước tối ưu
PP Copolymer là gì? Phân loại Random, Block và so sánh Homopolymer
Loại nhựa nào an toàn đựng nước? So sánh PP, HDPE, PET, Tritan
Silicone có phải là nhựa không? Giải đáp mới nhất
Silicone có độc không? Giải đáp từ chuyên gia
Cách hàn nhựa cứng bị vỡ chắc nhất – Hướng dẫn chi tiết 2026
Khám phá các loại nhựa công nghiệp hiện nay
-
Cô Bếu – Tổ chức Finger Food TP.HCM
Nhựa PET 1 chịu nhiệt độ bao nhiêu?
Nhựa PET có tái sử dụng được không? Hướng dẫn chi tiết và an toàn