Tư vấn, mua hàng
Nhiệt độ nóng chảy của nhựa TPE – Bảng tra cứu đầy đủ
Th2
Nhiệt độ nóng chảy của nhựa TPE dao động theo từng dòng vật liệu. Tra cứu bảng thông số đầy đủ TPE-S, TPU, TPV, TPEE và hướng dẫn gia công nhiệt chính xác.
Thiết lập sai nhiệt độ gia công TPE là nguyên nhân phổ biến nhất dẫn đến sản phẩm lỗi trong xưởng ép phun: bề mặt bọt khí, sản phẩm vàng cháy, biến dạng sau khuôn hoặc cơ tính không đạt. Đặc biệt với kỹ thuật viên lần đầu làm việc với TPE – nhóm vật liệu có dải nhiệt độ gia công khác biệt đáng kể so với PP, PVC hay ABS thông thường.
Bài viết này cung cấp bảng tra cứu đầy đủ nhiệt độ nóng chảy, nhiệt độ gia công và nhiệt độ làm việc cho 5 dòng TPE chính: TPE-S (SBS và SEBS), TPU, TPV và TPEE; kèm hướng dẫn thiết lập thông số máy và bảng chẩn đoán lỗi gia công do sai nhiệt độ. Nội dung đi theo lộ trình: nguyên lý nhiệt → bảng thông số từng dòng → bảng tổng hợp so sánh → hướng dẫn gia công → lỗi thường gặp → ứng dụng theo dải nhiệt.
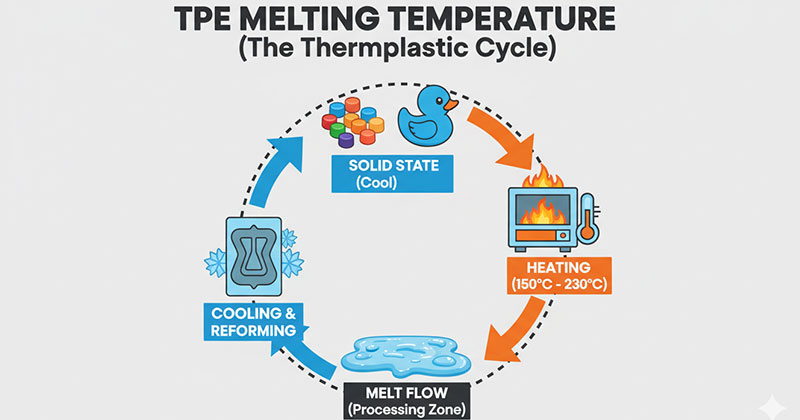
Nguyên lý nhiệt học của nhựa TPE
Nhiệt độ nóng chảy và nhiệt độ làm việc của TPE khác nhau như thế nào?
Đây là phân biệt quan trọng nhất, cần nắm chắc trước khi tra cứu bất kỳ con số nào. Nhiệt độ nóng chảy – Tm (melting point) – là nhiệt độ vật liệu chuyển sang trạng thái lỏng để gia công trên máy ép phun hoặc ép đùn. Nhiệt độ làm việc tối đa là giới hạn nhiệt độ sản phẩm hoàn thiện có thể chịu đựng liên tục trong điều kiện sử dụng thực tế mà không biến dạng hay suy giảm tính chất.
Hai con số này luôn khác nhau và không thể dùng thay thế cho nhau. Ngoài ra còn hai khái niệm bổ sung quan trọng trong thiết kế và vận hành:
| Khái niệm | Định nghĩa | Ý nghĩa thực tế |
|---|---|---|
| Nhiệt độ nóng chảy (Tm) | Điểm vật liệu chuyển sang lỏng | Cơ sở thiết lập thông số barrel máy ép phun/đùn |
| Nhiệt độ làm việc tối đa | Giới hạn chịu nhiệt liên tục của sản phẩm | Quyết định phạm vi ứng dụng thực tế |
| Nhiệt độ biến dạng nhiệt (HDT) | Điểm bắt đầu mất hình dạng dưới tải trọng | Cơ sở thiết kế sản phẩm chịu lực ở nhiệt độ cao |
| Nhiệt độ phân hủy (Td) | Điểm vật liệu phân hủy hóa học | Giới hạn an toàn tuyệt đối, không được phép vượt |
HDT – Heat Deflection Temperature, tức nhiệt độ biến dạng nhiệt – thường thấp hơn Tm từ 20–50°C tùy dòng TPE và mức tải trọng thử nghiệm. Trong thiết kế sản phẩm chịu lực, HDT là thông số quyết định, không phải Tm.
Vì sao TPE có dải nhiệt độ nóng chảy rộng hơn nhựa thông thường?
TPE không phải vật liệu đồng nhất mà là nhóm polymer gồm nhiều dòng có cấu trúc phân tử khác nhau căn bản. Cơ chế tạo thành là đồng trùng hợp khối – block copolymerization – trong đó các đoạn phân tử cứng (hard segment) và mềm (soft segment) xen kẽ nhau. Tỷ lệ hai đoạn này, loại monomer và cấu trúc không gian phân tử của từng dòng quyết định điểm nóng chảy riêng biệt.
Hệ quả thực tế: dải nhiệt độ nóng chảy của toàn nhóm TPE trải rộng từ khoảng 160°C (TPE-S dòng SBS) đến trên 200°C (TPEE cao cấp). Khi tra cứu thông số nhiệt, bắt buộc phải xác định chính xác dòng TPE trước, tuyệt đối không áp dụng một con số chung cho toàn nhóm – sai lầm này dẫn đến thiết lập thông số máy lệch 40–60°C, gây lỗi sản phẩm hàng loạt.
Bảng thông số nhiệt độ đầy đủ theo từng dòng TPE
Năm dòng TPE phổ biến nhất có dải nhiệt độ khác nhau đáng kể. Đọc kỹ từng dòng trước khi thiết lập thông số máy.
Nhiệt độ nóng chảy của TPE-S (SBS và SEBS) là bao nhiêu?
TPE-S là dòng phổ biến và giá thành thấp nhất trong nhóm TPE, gồm hai phân dòng quan trọng: SBS – Styrene-Butadiene-Styrene – và SEBS – Styrene-Ethylene-Butylene-Styrene. SEBS là phiên bản hydro hóa của SBS, trong đó liên kết đôi của butadiene được bão hòa hoàn toàn, tạo chuỗi ethylene-butylene – tăng đáng kể khả năng chịu nhiệt, kháng UV và ổn định hóa học so với SBS.
Do chuỗi ethylene-butylene bão hòa cần năng lượng nhiệt lớn hơn để linh động, SEBS yêu cầu nhiệt độ gia công cao hơn SBS khoảng 20–25°C:
| Thông số | SBS | SEBS |
|---|---|---|
| Nhiệt độ gia công barrel | 160–200°C | 180–220°C |
| Nhiệt độ khuôn | 20–40°C | 30–50°C |
| Nhiệt độ làm việc tối đa | 70°C | 100°C |
| Nhiệt độ chịu lạnh | -50°C | -60°C |
| Nhiệt độ phân hủy (Td) | >250°C | >270°C |
| Yêu cầu sấy nguyên liệu | 60–70°C / 1–2 giờ | 60–70°C / 1–2 giờ |
Lưu ý vận hành: SBS nhạy cảm với tia UV và oxy hóa hơn SEBS. Với sản phẩm dùng ngoài trời hoặc tiếp xúc ánh sáng mặt trời, SEBS là lựa chọn bắt buộc dù chi phí nguyên liệu cao hơn khoảng 20–30%.
Nhiệt độ nóng chảy của TPU là bao nhiêu?
TPU – Thermoplastic Polyurethane, tức polyurethane nhiệt dẻo – có nhiệt độ nóng chảy từ 190°C đến 260°C tùy hàm lượng đoạn cứng (hard segment). Dòng TPU mềm (độ cứng SHORE A thấp) có Tm gần 190°C; dòng TPU cứng (SHORE D cao) có Tm tiến gần 260°C. Nhiệt độ gia công trên máy ép phun thường thiết lập trong khoảng 190–230°C với tốc độ phun vừa phải.
TPU nhạy cảm với độ ẩm – đây là đặc điểm vận hành quan trọng nhất: nguyên liệu hút ẩm từ không khí và phản ứng với nước ở nhiệt độ gia công qua cơ chế thủy phân – phản ứng cắt đứt chuỗi polymer làm giảm khối lượng phân tử và cơ tính. Bắt buộc sấy nguyên liệu trước khi gia công:
| Thông số | Giá trị |
|---|---|
| Nhiệt độ nóng chảy (Tm) | 190–260°C |
| Nhiệt độ gia công barrel | 190–230°C |
| Nhiệt độ khuôn | 20–50°C |
| Nhiệt độ làm việc tối đa | 120°C |
| Nhiệt độ chịu lạnh | -35°C |
| Nhiệt độ sấy nguyên liệu | 80–100°C / 2–4 giờ |
| Nhiệt độ phân hủy (Td) | >280°C |
Nhiệt độ nóng chảy của TPV là bao nhiêu?
TPV – Thermoplastic Vulcanizate, tức lưu hóa động – có cơ chế đặc biệt: hạt cao su EPDM – Ethylene Propylene Diene Monomer – được lưu hóa vi mô trong quá trình trộn và phân tán đều trong nền nhựa PP. Pha cao su EPDM không nóng chảy; chỉ pha PP tan chảy tạo điều kiện gia công. Nhiệt độ gia công TPV theo đó phụ thuộc vào điểm nóng chảy của PP nền, thường thiết lập 180–220°C.
Nhiệt độ làm việc tối đa của TPV đạt 135°C – cao nhất trong nhóm TPE phổ thông – lý do TPV thay thế PVC và cao su lưu hóa trong nhiều ứng dụng công nghiệp đòi hỏi chịu nhiệt:
| Thông số | Giá trị |
|---|---|
| Nhiệt độ gia công barrel | 180–220°C |
| Nhiệt độ khuôn | 30–60°C |
| Nhiệt độ làm việc tối đa | 135°C |
| Nhiệt độ chịu lạnh | -30°C |
| Nhiệt độ sấy nguyên liệu | 70–80°C / 2–3 giờ |
| Nhiệt độ phân hủy (Td) | >280°C |
Nhiệt độ nóng chảy của TPEE là bao nhiêu?
TPEE – Thermoplastic Polyether Ester Elastomer, tức polyester ether nhiệt dẻo – có nhiệt độ nóng chảy cao nhất trong nhóm TPE, trên 200°C. Nhiệt độ gia công trên máy thường thiết lập 220–260°C. Dải làm việc của sản phẩm TPEE rộng nhất toàn nhóm: chịu nhiệt đến 200°C và chịu lạnh đến -70°C.
Tương tự TPU, TPEE nhạy cảm với độ ẩm và yêu cầu sấy nghiêm ngặt hơn do liên kết ester dễ bị thủy phân hơn liên kết urethane:
| Thông số | Giá trị |
|---|---|
| Nhiệt độ nóng chảy (Tm) | >200°C |
| Nhiệt độ gia công barrel | 220–260°C |
| Nhiệt độ khuôn | 40–70°C |
| Nhiệt độ làm việc tối đa | 200°C |
| Nhiệt độ chịu lạnh | -70°C |
| Nhiệt độ sấy nguyên liệu | 100–120°C / 3–5 giờ |
| Nhiệt độ phân hủy (Td) | >300°C |
Bảng tổng hợp so sánh toàn bộ dòng TPE
Dòng TPE nào chịu nhiệt cao nhất và thấp nhất?
Bảng tra cứu nhanh dành cho kỹ sư và kỹ thuật viên vận hành – so sánh toàn bộ 5 dòng trên một bảng duy nhất:
| Dòng TPE | Nhiệt độ gia công | Làm việc tối đa | Chịu lạnh | Sấy nguyên liệu | Ứng dụng tiêu biểu |
|---|---|---|---|---|---|
| TPE-S (SBS) | 160–200°C | 70°C | -50°C | 60–70°C / 1–2h | Đế giày, đồ dùng tiêu dùng |
| TPE-S (SEBS) | 180–220°C | 100°C | -60°C | 60–70°C / 1–2h | Đồ chơi, dụng cụ y tế cơ bản |
| TPV | 180–220°C | 135°C | -30°C | 70–80°C / 2–3h | Gioăng công nghiệp, thay PVC |
| TPU | 190–230°C | 120°C | -35°C | 80–100°C / 2–4h | Cáp điện, ốp lưng, bánh xe |
| TPEE | 220–260°C | 200°C | -70°C | 100–120°C / 3–5h | Kỹ thuật chính xác, cáp chịu nhiệt |
Kết luận nhanh: TPEE chịu nhiệt cao nhất (200°C) và lạnh sâu nhất (-70°C) nhưng đòi hỏi nhiệt độ gia công cao nhất và sấy nghiêm ngặt nhất. SBS có nhiệt độ gia công thấp nhất, dễ vận hành nhất nhưng giới hạn làm việc chỉ 70°C. TPV là lựa chọn cân bằng tốt nhất giữa nhiệt độ làm việc cao (135°C) và quy trình gia công tương đối đơn giản.
Hướng dẫn thiết lập thông số nhiệt độ khi gia công TPE
Cách thiết lập nhiệt độ barrel và khuôn cho từng dòng TPE
Thông số nhiệt độ trên máy ép phun cần chia theo ba vùng barrel riêng biệt: vùng nạp liệu (feed zone), vùng nén (compression zone) và vùng đồng nhất hóa (metering zone). Nguyên tắc chung: vùng nạp liệu thấp hơn vùng đồng nhất hóa từ 20–30°C để tránh vật liệu tan sớm gây trượt vít và dính liệu.
Quy trình thiết lập thông số an toàn cho lần đầu gia công TPE mới:
- Bắt đầu ở ngưỡng thấp nhất của dải nhiệt độ khuyến nghị
- Tăng dần 10°C mỗi lần thử sau khi ổn định chu kỳ 5–10 lần phun
- Ghi nhận thông số đạt mặt cắt đồng đều, không bọt khí, không cháy vàng
- Nhiệt độ khuôn: tăng khuôn khi bề mặt mờ; giảm khuôn khi chu kỳ làm mát kéo dài
Đối với khách hàng có nhu cầu gia công nhựa theo yêu cầu tại Hà Nội, MTV Plastic với hơn 15 năm kinh nghiệm triển khai gia công TPE, PP, PVC, PE trên cùng dây chuyền ép phun – giúp tối ưu thông số kỹ thuật ngay từ lần chạy thử đầu tiên.
Tại sao phải sấy nguyên liệu TPE trước khi gia công?
Hai dòng TPU và TPEE hút ẩm từ không khí và phản ứng với nước ở nhiệt độ gia công qua cơ chế thủy phân – phản ứng cắt đứt chuỗi polymer làm giảm khối lượng phân tử và cơ tính đáng kể. Sản phẩm từ nguyên liệu chưa sấy đủ thường có bọt khí bên trong, bề mặt bạc màu và độ bền kéo giảm 20–40% so với tiêu chuẩn.
TPE-S (SBS và SEBS) ít nhạy cảm hơn nhưng vẫn cần sấy ở 60–70°C trong 1–2 giờ nếu nguyên liệu được bảo quản trong môi trường ẩm hoặc đã mở bao bì quá 24 giờ. Nguyên liệu chưa sử dụng hết nên bảo quản trong túi kín có chất hút ẩm. Với TPU và TPEE, không được phép bỏ qua bước sấy dù thời gian vận hành có áp lực – chi phí nguyên liệu bị lãng phí do lỗi sản phẩm luôn cao hơn thời gian sấy.
Tham khảo thêm về tính chất vật liệu tại bài nhựa TPE là gì và nhựa TPE có an toàn không trong cùng chuỗi nội dung kỹ thuật này.
Ứng dụng theo dải nhiệt độ làm việc
Chọn dòng TPE nào cho ứng dụng nhiệt độ cao?
Với ứng dụng yêu cầu nhiệt độ làm việc trên 100°C, chỉ có hai dòng đủ điều kiện: TPV chịu đến 135°C và TPEE chịu đến 200°C. Phân chia theo mức nhiệt cụ thể:
- 70–100°C: SEBS – phù hợp dụng cụ tiếp xúc nước nóng, bao bì thực phẩm gia nhiệt nhẹ, dụng cụ rửa bát
- 100–120°C: TPU – phù hợp linh kiện ô tô nội thất, ống dẫn kỹ thuật, gioăng cửa kính
- 120–135°C: TPV – phù hợp gioăng cửa xe ô tô, ống dẫn công nghiệp, thay thế PVC chịu nhiệt
- 135–200°C: TPEE – phù hợp linh kiện cơ khí chính xác, dây cáp kỹ thuật môi trường khắc nghiệt, thiết bị chịu nhiệt kéo dài
Chọn dòng TPE nào cho ứng dụng nhiệt độ thấp?
Với ứng dụng yêu cầu chịu lạnh sâu, TPEE và SEBS là hai lựa chọn vượt trội nhất. TPEE chịu lạnh đến -70°C – lý do vật liệu này được dùng trong dây cáp và linh kiện thiết bị lạnh công nghiệp, thiết bị đông lạnh nhanh. SEBS chịu lạnh đến -60°C, phù hợp bao bì mềm và đồ dùng trong môi trường đông lạnh thương mại.
SBS chịu lạnh đến -50°C, đủ cho hầu hết ứng dụng tiêu dùng thông thường ở vùng khí hậu lạnh và kho lạnh công nghiệp thông thường. TPV chịu lạnh kém nhất trong nhóm (-30°C) do pha PP nền dễ giòn ở nhiệt độ rất thấp – cần lưu ý khi thiết kế gioăng TPV cho thiết bị làm lạnh.
Lỗi thường gặp do sai nhiệt độ gia công TPE
Làm thế nào để xử lý lỗi bề mặt khi ép phun TPE?
Hầu hết lỗi bề mặt TPE đều có nguyên nhân từ nhiệt độ chưa tối ưu hoặc nguyên liệu chưa sấy đủ. Bảng chẩn đoán nhanh giúp xác định nguyên nhân và hướng xử lý:
| Biểu hiện lỗi | Nguyên nhân nhiệt | Hướng xử lý |
|---|---|---|
| Bọt khí trên bề mặt | Nguyên liệu chưa sấy đủ hoặc nhiệt quá cao | Sấy lại nguyên liệu đúng thông số; giảm nhiệt 10°C |
| Bề mặt mờ, thiếu bóng | Nhiệt barrel hoặc khuôn chưa đủ | Tăng nhiệt barrel thêm 10–15°C; kiểm tra nhiệt khuôn |
| Sản phẩm vàng hoặc cháy | Nhiệt quá cao hoặc lưu liệu quá lâu trong barrel | Giảm nhiệt 10°C; tăng tốc độ chu kỳ để rút ngắn thời gian lưu |
| Đường hàn rõ, cơ tính kém | Nhiệt khuôn thấp hoặc tốc độ phun chậm | Tăng nhiệt khuôn; điều chỉnh tốc độ phun |
| Co rút không đều | Hệ thống làm mát khuôn không đồng đều | Kiểm tra và cân bằng lại đường nước khuôn |
| Biến dạng sau khuôn | Nhiệt khuôn quá cao hoặc thời gian làm mát chưa đủ | Giảm nhiệt khuôn; tăng thời gian làm mát |
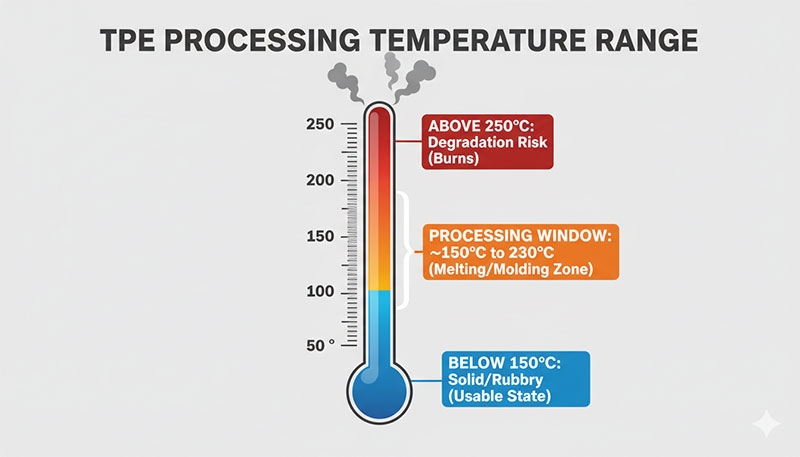
Tại sao nhiệt độ phân hủy của TPE quan trọng trong gia công?
Nhiệt độ phân hủy – Td (decomposition temperature) – là ngưỡng tuyệt đối không được phép vượt trong quá trình gia công. Khi vượt Td, TPE phân hủy hóa học: giải phóng khí độc, làm đen vật liệu và gây hư hỏng bề mặt trục vít và barrel không phục hồi. Cơ tính sản phẩm bị giảm vĩnh viễn, không thể khắc phục bằng cách điều chỉnh thông số.
Biên an toàn so với nhiệt độ gia công: Td của TPE-S nằm trên 250°C, TPU và TPV trên 280°C, TPEE trên 300°C – cao hơn nhiệt độ gia công khoảng 60–80°C. Biên an toàn này đủ rộng trong điều kiện vận hành bình thường, nhưng có thể bị thu hẹp khi lưu liệu quá lâu trong barrel ở nhiệt độ gia công – nhiệt tích lũy cộng dồn dù không vượt Td tức thời. Nguyên tắc: không để nguyên liệu TPE lưu trong barrel quá 15–20 phút ở nhiệt độ gia công mà không phun.
Những điều quan trọng
- Nhiệt độ nóng chảy TPE dao động rộng theo dòng: từ 160°C (SBS) đến trên 200°C (TPEE) – không có con số chung cho toàn nhóm, bắt buộc xác định đúng dòng trước khi tra cứu
- Phân biệt rõ ba khái niệm: nhiệt độ gia công barrel (Tm), nhiệt độ làm việc tối đa của sản phẩm và nhiệt độ phân hủy tuyệt đối (Td) – ba con số này khác nhau và phục vụ ba mục đích khác nhau
- TPEE chịu nhiệt cao nhất (200°C) và lạnh sâu nhất (-70°C); SBS chịu nhiệt thấp nhất (70°C làm việc) nhưng dễ gia công nhất
- TPU và TPEE bắt buộc sấy nguyên liệu trước khi gia công để tránh thủy phân làm giảm cơ tính 20–40%
- Luôn bắt đầu từ ngưỡng thấp của dải nhiệt khuyến nghị, tăng dần 10°C mỗi lần thử – không tiếp cận nhiệt độ phân hủy (Td)
- Lưu liệu TPE quá 15–20 phút trong barrel ở nhiệt độ gia công tích lũy nhiệt cục bộ dẫn đến phân hủy – cần tránh kể cả khi chưa vượt Td
Câu hỏi thường gặp
Nhiệt độ nóng chảy của nhựa TPE là bao nhiêu?
Không có một con số duy nhất cho toàn nhóm TPE. Mỗi dòng có Tm riêng: SBS khoảng 160–200°C, SEBS 180–220°C, TPV 180–220°C, TPU 190–260°C và TPEE trên 200°C. Bắt buộc xác định đúng dòng TPE trước khi thiết lập thông số máy ép phun.
TPE chịu nhiệt được bao nhiêu độ?
Nhiệt độ làm việc tối đa phụ thuộc vào dòng: SBS chịu 70°C, SEBS chịu 100°C, TPU chịu 120°C, TPV chịu 135°C và TPEE cao cấp chịu đến 200°C. Đây là nhiệt độ làm việc liên tục của sản phẩm, khác với nhiệt độ gia công trên máy.
Nhiệt độ gia công TPE trên máy ép phun là bao nhiêu?
Thiết lập barrel theo từng dòng: SBS 160–200°C, SEBS 180–220°C, TPV 180–220°C, TPU 190–230°C, TPEE 220–260°C. Bắt đầu từ ngưỡng thấp nhất của dải, tăng dần 10°C mỗi lần thử. Nhiệt độ khuôn từ 20–70°C tùy dòng.
TPE và TPU loại nào chịu nhiệt cao hơn?
TPU chịu nhiệt làm việc đến 120°C, cao hơn TPE-S (SBS 70°C, SEBS 100°C) nhưng thấp hơn TPV (135°C) và TPEE (200°C). TPU là dòng trong nhóm TPE, không phải vật liệu khác biệt hoàn toàn. Để chịu nhiệt trên 120°C, cần chọn TPV hoặc TPEE.
Nhiệt độ làm việc và nhiệt độ nóng chảy của TPE khác nhau như thế nào?
Nhiệt độ nóng chảy (Tm) là thông số dùng để thiết lập máy gia công, thường 160–260°C tùy dòng. Nhiệt độ làm việc tối đa là giới hạn sản phẩm hoàn thiện chịu được trong sử dụng thực tế, thấp hơn Tm rất nhiều: từ 70°C (SBS) đến 200°C (TPEE). Hai con số này không thể dùng thay thế cho nhau.
TPEE chịu nhiệt được bao nhiêu độ?
TPEE – Thermoplastic Polyether Ester Elastomer – có nhiệt độ làm việc tối đa đến 200°C và chịu lạnh đến -70°C, dải rộng nhất trong toàn nhóm TPE. Nhiệt độ gia công trên máy 220–260°C. Bắt buộc sấy nguyên liệu 100–120°C trong 3–5 giờ trước khi gia công do liên kết ester nhạy cảm với thủy phân.
Bài viết cùng chủ đề:

Nhựa TPE có an toàn không? Phân tích khoa học toàn diện
Nhựa TPE là gì? Đặc tính, phân loại và ứng dụng thực tế
Nhựa PPS có an toàn không? 6 khía cạnh sức khỏe & môi trường
Chảo chống dính bị tróc có nên dùng? 5 mức độ & quyết định
Lớp chống dính của chảo có độc không? Sự thật về PFOA, PTFE
Lớp chống dính nào tốt nhất? So sánh 7 loại – An toàn, bền
Nhựa Teflon và nhựa PP – So sánh chi tiết
CNC gia công nhựa Teflon – Kỹ thuật tiện phay chính xác
Gia Công Nhựa Teflon – Quy Trình Chuyên Nghiệp Tại Hà Nội
Nhựa Teflon là gì? Tính chất, ứng dụng và lưu ý quan trọng
Nhựa PS và PP: So sánh tính chất, ứng dụng và lựa chọn phù hợp
Quy trình sản xuất nhựa PP: Từ nguyên liệu đến thành phẩm chi tiết
Nhựa PP và HDPE: So sánh tính chất, ứng dụng và lựa chọn phù hợp
Nhựa PP có dùng được lò vi sóng không? Hướng dẫn chi tiết và lưu ý quan trọng
Nhựa PC và PP: So sánh tính chất, độ an toàn và ứng dụng thực tế
Nhựa Tritan và nhựa PP: So sánh tính chất, độ an toàn và ứng dụng thực tế