Tư vấn, mua hàng
Nhiệt độ nóng chảy nhựa PC – Bảng thông số đầy đủ và hướng dẫn gia công
Th2
Nhiệt độ nóng chảy nhựa PC là bao nhiêu? Phân tích chuyên sâu Tg, HDT, nhiệt độ gia công ép phun, bảng so sánh và hướng dẫn thiết lập thông số máy chính xác.
Khi tra cứu nhiệt độ nóng chảy nhựa PC, kỹ thuật viên thường gặp một mâu thuẫn khó hiểu: nguồn ghi 150°C, nguồn khác ghi 220–230°C, nguồn khác lại ghi 288–316°C – tất cả đều nói về cùng một vật liệu. Thiết lập sai thông số nhiệt dẫn đến sản phẩm vàng cháy, biến dạng hoặc không điền đầy khuôn – hậu quả trực tiếp của việc nhầm lẫn giữa các khái niệm nhiệt học.
Bài viết này giải thích rõ tại sao PC có nhiều con số nhiệt độ khác nhau, phân biệt chính xác Tg, Tm, HDT và nhiệt độ gia công; cung cấp bảng thông số đầy đủ cho PC tiêu chuẩn và PC hợp kim phổ biến; kèm hướng dẫn thiết lập thông số máy ép phun và bảng chẩn đoán lỗi gia công. Nội dung đi theo lộ trình: bản chất nhiệt học PC → bảng thông số → so sánh với nhựa kỹ thuật khác → hướng dẫn gia công → lỗi thường gặp → ứng dụng theo dải nhiệt.
Bản chất nhiệt học đặc biệt của nhựa PC
Tại sao nhiệt độ nóng chảy nhựa PC lại có nhiều con số khác nhau?
Đây là câu hỏi then chốt cần giải đáp trước tất cả. PC – Polycarbonate – là nhựa vô định hình (amorphous polymer), tức cấu trúc phân tử không có trật tự tinh thể như PP hay PE. Nhựa vô định hình không có điểm nóng chảy rõ ràng – thay vào đó, vật liệu mềm dần theo một dải nhiệt độ rộng. Chính vì vậy, thuật ngữ kỹ thuật chính xác cho PC không phải là Tm (melting point – điểm nóng chảy) mà là Tg – glass transition temperature, tức nhiệt độ chuyển thủy tinh.
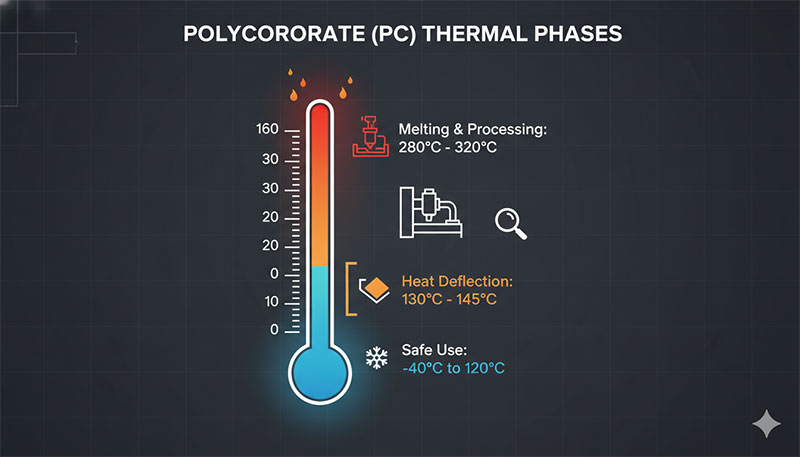
Tg của PC nằm trong khoảng 147–150°C – đây là điểm PC bắt đầu chuyển từ trạng thái cứng sang trạng thái dẻo có thể biến dạng. Tuy nhiên, ở mức Tg này vật liệu chưa đủ linh động để gia công. Trên máy ép phun thực tế, PC cần được gia nhiệt lên 250–320°C để đạt độ chảy đủ điền đầy khuôn phức tạp – đây là nguồn gốc của con số 288–316°C thường thấy trong tài liệu kỹ thuật nước ngoài.
Phân biệt bốn khái niệm nhiệt học quan trọng nhất của PC
Hiểu rõ bốn khái niệm dưới đây là điều kiện bắt buộc trước khi tra cứu bất kỳ con số nào:
| Khái niệm | Định nghĩa | Giá trị PC tiêu chuẩn | Dùng để làm gì |
|---|---|---|---|
| Tg (Glass Transition Temp.) | Điểm PC chuyển từ cứng sang dẻo | 147–150°C | Xác định giới hạn chịu nhiệt sản phẩm |
| Nhiệt độ gia công thực tế | Dải nhiệt barrel trên máy ép phun | 250–320°C | Thiết lập thông số máy ép phun/đùn |
| HDT (Heat Deflection Temp.) | Điểm biến dạng dưới tải trọng cụ thể | 132–140°C (ở 1,8 MPa) | Thiết kế sản phẩm chịu lực ở nhiệt độ cao |
| Nhiệt độ làm việc liên tục | Giới hạn chịu nhiệt dài hạn của sản phẩm | 115–130°C | Xác định phạm vi ứng dụng thực tế |
HDT – Heat Deflection Temperature, tức nhiệt độ biến dạng nhiệt – được đo ở hai mức tải trọng tiêu chuẩn: 0,46 MPa (tải nhẹ) cho giá trị 150–190°C, và 1,8 MPa (tải nặng) cho giá trị 132–140°C. Trong thiết kế sản phẩm chịu lực, luôn dùng giá trị HDT ở 1,8 MPa để đảm bảo an toàn – không dùng giá trị tải nhẹ vì sẽ đánh giá sai khả năng chịu nhiệt thực tế.
Bảng thông số nhiệt độ đầy đủ nhựa PC
Thông số nhiệt độ PC tiêu chuẩn (general-purpose) là bao nhiêu?
PC tiêu chuẩn không gia cường (unfilled general-purpose PC) là dòng phổ biến nhất, dùng trong bình nước, vỏ điện tử, kính bảo hộ và tấm lợp trong suốt. Toàn bộ thông số nhiệt học trong một bảng tra cứu:
| Thông số | Giá trị | Ghi chú |
|---|---|---|
| Tg (nhiệt độ chuyển thủy tinh) | 147–150°C | Điểm mềm bắt đầu, không phải Tm |
| Nhiệt độ gia công barrel (ép phun) | 250–320°C | Dải thực tế trên máy |
| Nhiệt độ khuôn | 82–121°C | Tùy độ phức tạp sản phẩm |
| HDT @ 1,8 MPa (264 psi) | 132–140°C | Thiết kế sản phẩm chịu lực |
| HDT @ 0,46 MPa (67 psi) | 150–190°C | Tham khảo, không dùng cho thiết kế |
| Nhiệt độ làm việc liên tục | 115–130°C | Giới hạn dài hạn của sản phẩm |
| Nhiệt độ làm việc ngắn hạn | 135°C | Không vượt quá 30 phút |
| Nhiệt độ phân hủy (Td) | >340°C | Giới hạn tuyệt đối, không được vượt |
| Nhiệt độ chịu lạnh | -40°C đến -100°C | Tùy cấp độ, PC chịu lạnh rất tốt |
| Nhiệt độ sấy nguyên liệu | 110–120°C / 3–4 giờ | Bắt buộc trước khi gia công |
Khoảng an toàn giữa nhiệt độ làm việc (115–130°C) và Tg (147–150°C) của PC là khoảng 20°C – hẹp hơn so với PP hay ABS. Đây là lý do không được dùng PC trong lò vi sóng hoặc tiếp xúc nước sôi: dù sản phẩm chưa biến dạng ngay lập tức, vật liệu đang hoạt động gần sát ngưỡng Tg, tăng nguy cơ giải phóng BPA và giảm tuổi thọ sản phẩm đáng kể.
Thông số nhiệt độ PC gia cường và PC hợp kim phổ biến là bao nhiêu?
PC thực tế trong sản xuất thường không dùng ở dạng nguyên chất mà được pha trộn hoặc gia cường để cải thiện tính chất. Mỗi biến thể có thông số nhiệt khác nhau:
| Dòng PC | Nhiệt độ gia công | HDT (1,8 MPa) | Làm việc liên tục | Ứng dụng tiêu biểu |
|---|---|---|---|---|
| PC tiêu chuẩn | 250–320°C | 132–140°C | 115–130°C | Bình nước, vỏ điện tử, kính bảo hộ |
| PC/ABS blend | 230–270°C | 100–115°C | 90–105°C | Vỏ thiết bị điện tử, nội thất ô tô |
| PC gia cường GF 10% | 260–300°C | 145–150°C | 125–135°C | Linh kiện kỹ thuật chịu lực |
| PC gia cường GF 30% | 270–310°C | 155–165°C | 135–145°C | Linh kiện ô tô, thiết bị công nghiệp |
| PC chống cháy (FR) | 250–300°C | 128–135°C | 110–125°C | Thiết bị điện, vỏ máy công nghiệp |
| PC quang học | 280–310°C | 125–135°C | 110–120°C | Thấu kính, đĩa quang, đèn ô tô |
PC/ABS blend – hợp kim của PC và ABS – là dòng phổ biến nhất trong sản xuất vỏ điện thoại, laptop và thiết bị điện tử tiêu dùng vì dễ gia công hơn PC nguyên chất, giá thành thấp hơn nhưng vẫn giữ được độ bền va đập và tính thẩm mỹ cao. Nhiệt độ gia công thấp hơn (230–270°C vs 250–320°C của PC nguyên chất) là ưu điểm vận hành đáng kể.
So sánh nhiệt độ PC với các nhựa kỹ thuật khác
PC chịu nhiệt cao hơn hay thấp hơn ABS, PA và PMMA?
| Loại nhựa | Nhiệt độ gia công | Làm việc liên tục | HDT (1,8 MPa) | Chịu lạnh |
|---|---|---|---|---|
| PC | 250–320°C | 115–130°C | 132–140°C | -40 đến -100°C |
| ABS | 200–240°C | 80–90°C | 88–100°C | -20°C |
| PA6 (Nylon) | 230–280°C | 80–100°C | 60–80°C | -30°C |
| PA66 | 260–290°C | 100–120°C | 100–120°C | -30°C |
| PMMA (Acrylic) | 200–240°C | 60–80°C | 85–100°C | -40°C |
| PET | 260–290°C | 70–80°C | 70–80°C | -20°C |
| PP | 190–230°C | 100–110°C | 60–65°C | -10 đến -20°C |
PC vượt trội toàn bộ nhóm trên về nhiệt độ làm việc liên tục và HDT – đây là lý do PC là lựa chọn số một trong nhóm nhựa trong suốt kỹ thuật khi yêu cầu chịu nhiệt. PMMA (mica acrylic) trong suốt hơn PC nhưng HDT chỉ đạt 85–100°C, kém hơn PC tới 40–50°C. PA66 (Nylon 66) chịu nhiệt gần bằng PC nhưng hút ẩm cao và không trong suốt.
Hướng dẫn thiết lập thông số nhiệt độ gia công PC
Cách thiết lập thông số barrel, khuôn và sấy nguyên liệu khi ép phun PC
PC là nhựa kỹ thuật đòi hỏi kỷ luật vận hành cao hơn nhựa thông thường. Có ba yêu cầu tiền xử lý bắt buộc không thể bỏ qua:
Sấy nguyên liệu bắt buộc: PC hút ẩm mạnh từ không khí – hàm lượng ẩm cho phép tối đa khi gia công chỉ 0,02%. Nếu vượt ngưỡng này, ẩm phản ứng với liên kết carbonate ở nhiệt độ gia công gây thủy phân – phân hủy chuỗi polymer, tạo bọt khí, sọc bạc và giảm cơ tính nghiêm trọng. Thông số sấy bắt buộc: 110–120°C trong 3–4 giờ bằng máy sấy hút ẩm (desiccant dryer); không dùng lò sấy không khí thường cho PC.
Thông số barrel theo ba vùng:
| Vùng barrel | Nhiệt độ khuyến nghị | Ghi chú |
|---|---|---|
| Vùng nạp liệu (Feed zone) | 230–250°C | Thấp nhất, tránh vật liệu tan sớm |
| Vùng nén (Compression zone) | 260–290°C | Tăng dần để đồng đều hóa |
| Vùng đồng nhất hóa (Metering zone) | 280–320°C | Cao nhất, quyết định độ chảy |
| Nhiệt độ vòi phun (Nozzle) | 285–310°C | Nên thấp hơn metering zone 5–10°C |
| Nhiệt độ khuôn | 82–121°C | Sản phẩm mỏng: 82–90°C; dày: 100–121°C |
Tại sao PC đòi hỏi nhiệt độ gia công cao nhất trong nhóm nhựa phổ thông?
PC là nhựa vô định hình độ nhớt cao – ở cùng nhiệt độ, độ nhớt nóng chảy (melt viscosity) của PC cao hơn ABS hay PP đáng kể. Để vật liệu đủ linh động điền đầy khuôn phức tạp và mỏng, cần nhiệt độ cao hơn để giảm độ nhớt xuống mức chấp nhận được. Đây cũng là lý do áp suất phun PC thường cao hơn 20–40% so với ABS ở cùng khuôn.
Hệ quả vận hành: tốc độ phun vừa phải – không quá nhanh vì tốc độ phun cao làm tăng nhiệt ma sát cục bộ, dễ vượt nhiệt độ phân hủy (Td) ở các điểm hẹp như gate và runner. Không để PC lưu trong barrel quá 15 phút ở nhiệt độ gia công vì nhiệt tích lũy cộng dồn dẫn đến phân hủy cục bộ dù không đo vượt Td.
Lỗi thường gặp do sai nhiệt độ gia công PC
Làm thế nào để chẩn đoán và xử lý lỗi bề mặt khi ép phun PC?
| Biểu hiện lỗi | Nguyên nhân nhiệt | Hướng xử lý |
|---|---|---|
| Sọc bạc, bọt khí dọc theo dòng chảy | Nguyên liệu chưa sấy đủ (ẩm > 0,02%) | Sấy lại 110–120°C / 3–4 giờ; kiểm tra máy sấy |
| Sản phẩm vàng hoặc nâu cháy | Nhiệt quá cao hoặc lưu liệu quá lâu | Giảm nhiệt 10°C; tăng tốc chu kỳ; purge barrel |
| Bề mặt mờ, kém bóng | Nhiệt khuôn thấp hoặc nhiệt barrel chưa đủ | Tăng nhiệt khuôn lên 95–110°C |
| Thiếu điền đầy, sản phẩm lõi | Nhiệt chưa đủ hoặc áp suất phun thấp | Tăng nhiệt metering zone 10°C; tăng áp phun |
| Đường hàn rõ, cơ tính yếu | Nhiệt khuôn thấp, tốc độ phun chậm | Tăng nhiệt khuôn; tăng tốc độ phun |
| Biến dạng sau khuôn | Thời gian làm mát chưa đủ hoặc khuôn quá nóng | Tăng thời gian làm mát; giảm nhiệt khuôn |
| Nứt bề mặt (crazing) | Ứng suất nội tại cao, nhiệt khuôn quá thấp | Ủ nhiệt sản phẩm 100–120°C / 1–2 giờ sau gia công |
Lỗi sọc bạc (silver streaks) là lỗi phổ biến nhất khi gia công PC và gần như luôn do nguyên liệu chưa sấy đủ – không phải do nhiệt độ barrel. Kỹ thuật viên mới thường phản xạ tăng nhiệt khi thấy sọc bạc, nhưng điều này làm lỗi nặng hơn. Kiểm tra máy sấy và độ ẩm nguyên liệu trước khi điều chỉnh bất kỳ thông số nhiệt nào khác.
Ứng dụng PC theo dải nhiệt độ làm việc
Chọn dòng PC nào cho ứng dụng đòi hỏi chịu nhiệt cao?
Phân chia theo mức nhiệt độ làm việc yêu cầu:
- Đến 100°C: PC/ABS blend – linh kiện điện tử tiêu dùng, vỏ thiết bị gia dụng, nội thất ô tô; gia công dễ hơn PC nguyên chất, chi phí thấp hơn
- 100–130°C: PC tiêu chuẩn nguyên chất – bình nước, kính bảo hộ, tấm lợp, đèn chiếu sáng; cân bằng tốt nhất giữa tính năng và chi phí
- 130–145°C: PC gia cường GF 10–20% – khung linh kiện ô tô, vỏ thiết bị công nghiệp; HDT tăng thêm 10–20°C so với PC tiêu chuẩn
- Trên 145°C: PC gia cường GF 30–40% hoặc nhựa kỹ thuật cao cấp (PPS, PEEK) – linh kiện dưới mui xe, thiết bị y tế khử trùng hơi nước; chi phí tăng đáng kể
Những điều quan trọng
- PC là nhựa vô định hình – không có điểm nóng chảy Tm rõ ràng, chỉ có Tg (nhiệt độ chuyển thủy tinh) ở 147–150°C; đây là nguồn gốc mọi sự nhầm lẫn về nhiệt độ nóng chảy PC
- Nhiệt độ gia công thực tế trên máy ép phun là 250–320°C – cao hơn nhiều so với Tg vì cần giảm độ nhớt nóng chảy để điền đầy khuôn
- HDT ở 1,8 MPa đạt 132–140°C và nhiệt độ làm việc liên tục 115–130°C – cao nhất trong nhóm nhựa trong suốt kỹ thuật phổ thông
- Sấy nguyên liệu bắt buộc 110–120°C / 3–4 giờ bằng máy sấy hút ẩm; bỏ qua bước này là nguyên nhân số một gây lỗi sọc bạc và bọt khí
- Không để PC lưu trong barrel quá 15 phút ở nhiệt độ gia công; nhiệt tích lũy cộng dồn dẫn đến phân hủy cục bộ và sản phẩm vàng cháy
- PC/ABS blend dễ gia công hơn (230–270°C), chi phí thấp hơn – lựa chọn thực tế tốt khi ứng dụng không đòi hỏi chịu nhiệt trên 100°C
Câu hỏi thường gặp
Nhiệt độ nóng chảy nhựa PC là bao nhiêu?
PC là nhựa vô định hình nên không có Tm rõ ràng. Tg (nhiệt độ chuyển thủy tinh) của PC là 147–150°C – điểm vật liệu bắt đầu mềm. Trên máy ép phun thực tế, nhiệt độ barrel cần thiết lập 250–320°C để PC đủ linh động gia công.
Nhựa PC chịu nhiệt tối đa bao nhiêu độ trong sử dụng?
Nhiệt độ làm việc liên tục của sản phẩm PC đạt 115–130°C; ngắn hạn đến 135°C. HDT ở 1,8 MPa là 132–140°C. Đây là giới hạn của sản phẩm hoàn thiện, không phải nhiệt độ gia công trên máy.
Nhiệt độ sấy nguyên liệu PC trước ép phun là bao nhiêu?
110–120°C trong 3–4 giờ bằng máy sấy hút ẩm (desiccant dryer). Hàm lượng ẩm tối đa cho phép khi gia công là 0,02%. Không dùng lò sấy không khí thường vì không đủ hiệu quả loại bỏ ẩm trong PC.
PC hay ABS loại nào chịu nhiệt tốt hơn?
PC vượt trội hơn đáng kể: làm việc liên tục 115–130°C so với ABS chỉ 80–90°C; HDT (1,8 MPa) của PC là 132–140°C so với ABS là 88–100°C. Tuy nhiên, PC/ABS blend có thể gia công ở 230–270°C, thấp hơn PC nguyên chất, phù hợp ứng dụng không đòi hỏi chịu nhiệt trên 100°C.
Tại sao cùng là nhựa PC nhưng nhiệt độ gia công khác nhau giữa các tài liệu?
Vì PC được dùng ở nhiều dạng khác nhau: PC nguyên chất cần 280–320°C; PC/ABS blend chỉ cần 230–270°C; PC gia cường GF cần 270–310°C. Ngoài ra, mỗi nhà sản xuất và grade (cấp) khác nhau có thông số riêng – luôn tra cứu datasheet của nhà sản xuất cho từng grade cụ thể.
Nhiệt độ khuôn khi ép phun PC nên thiết lập bao nhiêu?
Nhiệt độ khuôn tiêu chuẩn cho PC: 82–121°C. Sản phẩm mỏng, yêu cầu bề mặt bóng cao dùng 95–110°C; sản phẩm dày, phức tạp dùng 100–121°C. Khuôn quá lạnh (dưới 80°C) gây ứng suất nội, đường hàn rõ và bề mặt mờ; khuôn quá nóng kéo dài thời gian làm mát, giảm năng suất.
Bài viết cùng chủ đề:

Nhựa PC và ABS – So sánh toàn diện và hướng dẫn chọn đúng vật liệu
Cách nhận biết nhựa PC – 6 phương pháp kiểm tra đơn giản và chính xác
Nhựa PC có an toàn không? Phân tích khoa học toàn diện
Nhiệt độ nóng chảy của nhựa TPE – Bảng tra cứu đầy đủ
Nhựa TPE có an toàn không? Phân tích khoa học toàn diện
Nhựa TPE là gì? Đặc tính, phân loại và ứng dụng thực tế
Nhựa PPS có an toàn không? 6 khía cạnh sức khỏe & môi trường
Chảo chống dính bị tróc có nên dùng? 5 mức độ & quyết định
Lớp chống dính của chảo có độc không? Sự thật về PFOA, PTFE
Lớp chống dính nào tốt nhất? So sánh 7 loại – An toàn, bền
Nhựa Teflon và nhựa PP – So sánh chi tiết
CNC gia công nhựa Teflon – Kỹ thuật tiện phay chính xác
Gia Công Nhựa Teflon – Quy Trình Chuyên Nghiệp Tại Hà Nội
Nhựa Teflon là gì? Tính chất, ứng dụng và lưu ý quan trọng
Nhựa PS và PP: So sánh tính chất, ứng dụng và lựa chọn phù hợp
Quy trình sản xuất nhựa PP: Từ nguyên liệu đến thành phẩm chi tiết